

即鉆頭主體的前端形成有具備一對(duì)前端切削刃棱及通過橫刃修磨形成的橫刃的前端后刀面,該前端后刀面上形成有第1 后刀面、第 2 后刀面。并且,文獻(xiàn) 中也提出如下鉆頭,即形成有第 1 至第 n(n ≥ 3)個(gè)后刀面,使油孔在除第 1 后刀面和第 2 后刀面以外的后刀面之間的邊界部開口。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
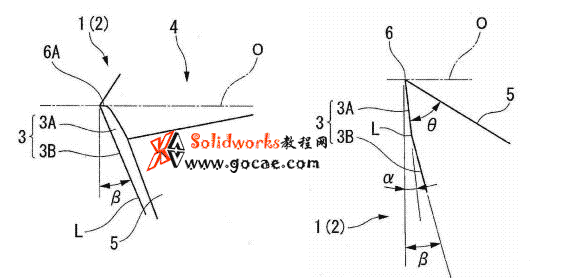
文獻(xiàn)中記載的“由第 1后刀面 3 及第 2 后刀面 4 形成的直線型交叉棱 L 作為貫通軸中心的直徑線形成”,第 1 后刀面、第 2 后刀面的交線與鉆頭主體的旋轉(zhuǎn)軸線交叉,該交線在前端后刀面上以貫通鉆頭主體的旋轉(zhuǎn)中心的方式延伸,因此切削刃的后角根據(jù)包括通過修磨而形成的橫刃修磨刃在內(nèi),位于鉆頭旋轉(zhuǎn)方向的前方側(cè)的第 1 后刀面的后角而定。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
因此,該第 1 后刀面的后角較大時(shí),切削刃的楔角整體變小而使切削刃強(qiáng)度下降,尤其在高速切削時(shí)會(huì)導(dǎo)致圓周速度比內(nèi)周側(cè)快的鉆頭主體外周側(cè)的切削刃中后刀面磨損不均勻或容易產(chǎn)生崩刀。另一方面,相反當(dāng)?shù)?1 后刀面的后角較小時(shí),則切削刃強(qiáng)度因楔角變大而得到確保,但尤其在前端后刀面中鉆頭主體內(nèi)周側(cè)的上述旋轉(zhuǎn)中心周圍產(chǎn)生后刀面中的第 2 后刀面與工件的接觸而導(dǎo)致磨損變大,結(jié)果引起推力荷載異常上升。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
日本三菱的鉆頭技術(shù)
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
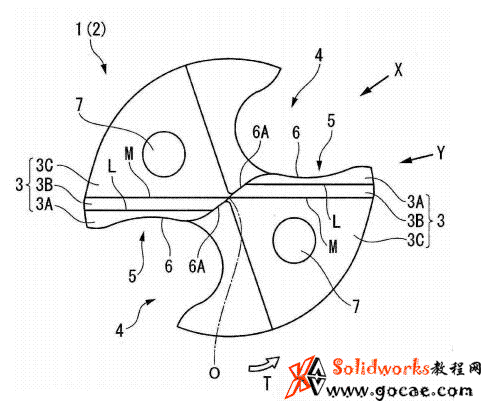
鉆頭主體 1 由硬質(zhì)合金等硬質(zhì)材料呈以軸線 O 為中心的大致圓柱形,未圖示的后端側(cè)柄部被機(jī)床的主軸把持,繞軸線 O 向鉆頭旋轉(zhuǎn)方向 T 旋轉(zhuǎn)并送出至該軸線 O 方向前端側(cè),由此通過形成于鉆頭主體 1 的前端部的刀刃部 2 對(duì)工件進(jìn)行鉆孔加工。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
該刀刃部 2 的外周形成有在鉆頭主體 1 的前端面即前端后刀面 3 開口并向后端側(cè)延伸的排屑槽 4,形成有一對(duì)相對(duì)于軸線 O 以 180°旋轉(zhuǎn)對(duì)稱的排屑槽,將這些排屑槽 4 的朝向鉆頭旋轉(zhuǎn)方向 T 的壁面作為前刀面 5,在該壁面和上述前端后刀面 3 的交叉棱線部形成有切削刃 6。另外,排屑槽 4 形成為越趨向后端側(cè)就越繞軸線 O 朝向鉆頭旋轉(zhuǎn)方向 T 的后方側(cè)的螺旋狀,被稱為所謂的雙刃麻花鉆。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3063.html
其中,以前端后刀面 3 的鉆頭旋轉(zhuǎn)方向 T 后方側(cè)部分從鉆頭主體 1的內(nèi)周側(cè)到外周被切除的方式實(shí)施修磨,由此橫刃修磨刃 6A 形成在切削刃 6 的鉆頭主體 1的內(nèi)周側(cè),切削刃 6 通過該橫刃修磨刃 6A 如圖 1 所示延伸至前端后刀面 3 中軸線 O 上的旋轉(zhuǎn)中心附近。

并且,切削刃 6 在比該橫刃修磨刃 6A 更靠外周側(cè)形成為,朝外周側(cè)依次描繪向鉆頭旋轉(zhuǎn)方向 T 側(cè)凸起的凸曲線之后,再描繪向鉆頭旋轉(zhuǎn)方向 T 后方側(cè)凹陷的凹曲線,在鉆頭主體 1 的外周側(cè)再次描繪向鉆頭旋轉(zhuǎn)方向 T 凸起的凸曲線以到達(dá)切削刃 6 的外周端。另外,這些切削刃 6 所呈現(xiàn)的凹凸曲線彼此及內(nèi)周側(cè)的凸曲線和橫刃修磨刃 6A 彼此平滑地連結(jié)。并且,對(duì)于切削刃 6 也可以實(shí)施刃口修磨。