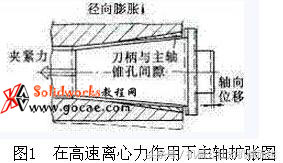
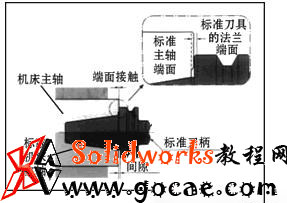
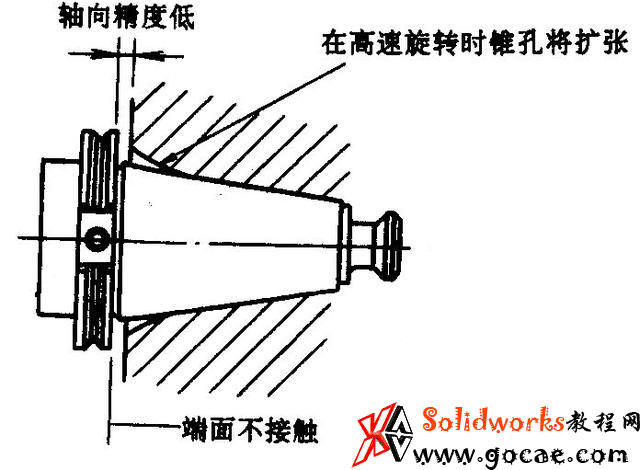
一般加工中心主軸的錐孔是7/24錐度,主軸的前端錐孔由于離心力的作用會膨脹,膨脹量的大小隨著旋轉半徑與轉速的增大而增大,標準的7/24實心刀柄膨脹量較小,因此標準錐度聯結的剛度會下降,在拉桿拉力的作用下,刀具的軸向位置會發生改變(見圖1)。
 文章源自solidworks教程網-http://m.66kg.cn/3045.html
文章源自solidworks教程網-http://m.66kg.cn/3045.html
 文章源自solidworks教程網-http://m.66kg.cn/3045.html
文章源自solidworks教程網-http://m.66kg.cn/3045.html
主軸的膨脹還會引起刀具及夾緊機構質心的偏離,從而影響主軸的動平衡。文章源自solidworks教程網-http://m.66kg.cn/3045.html
 文章源自solidworks教程網-http://m.66kg.cn/3045.html
文章源自solidworks教程網-http://m.66kg.cn/3045.html
 文章源自solidworks教程網-http://m.66kg.cn/3045.html
文章源自solidworks教程網-http://m.66kg.cn/3045.html
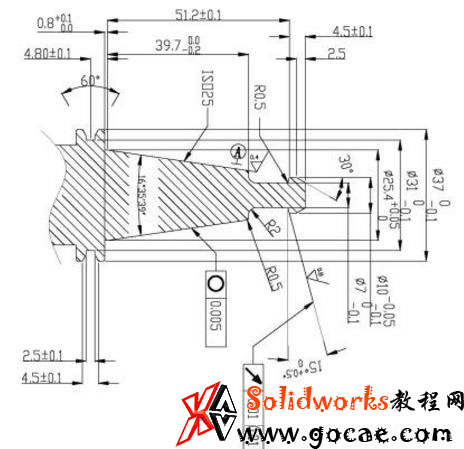
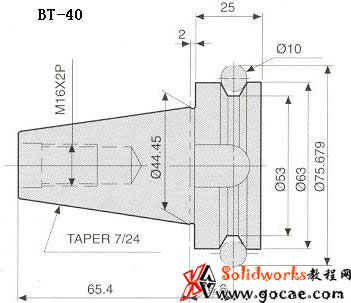
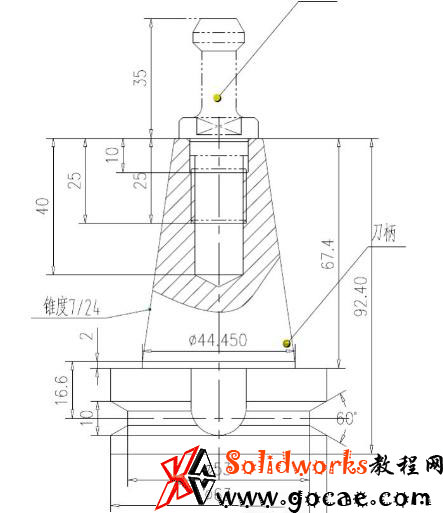
ISO25刀柄尺寸文章源自solidworks教程網-http://m.66kg.cn/3045.html
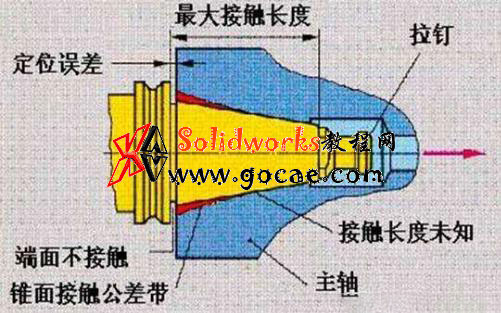
主軸的膨脹還會引起刀具及夾緊機構質心的偏離,從而影響主軸的動平衡。要保證這種聯結有可靠的接觸,需有一個過盈量來抵消旋轉時主軸軸端的膨脹,如標準40號錐需初始過盈量為15~20μm,再加上消除錐度配合公差帶的過盈量(AT4級錐度公差帶達13μm),這樣大的過盈量需拉桿產生很大的拉力,拉桿產生這樣大的拉力對換刀也非常不利,還會對主軸前軸承有不良影響。當拉力增大4~8倍時,聯結的剛度可提高20%~50%,但是,過大的拉力在頻繁的換刀過程中會加速主軸內孔的磨損,使主軸內孔膨脹,影響主軸前軸承的壽命。文章源自solidworks教程網-http://m.66kg.cn/3045.html
 文章源自solidworks教程網-http://m.66kg.cn/3045.html
文章源自solidworks教程網-http://m.66kg.cn/3045.html
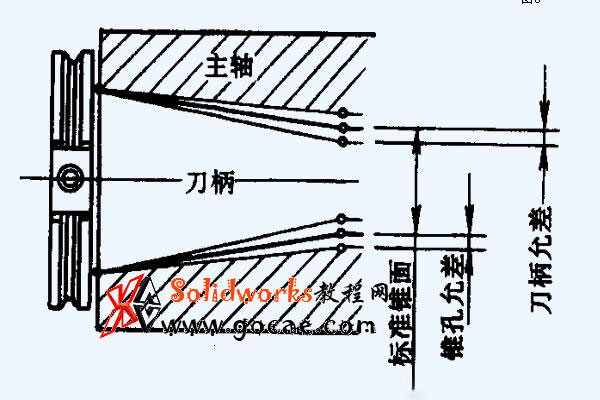
標準的7/24錐柄較長,很難實現全長無間隙配合,一般只要求配合面前段70%以上接觸,因此配合面后段會有一定的間隙,該間隙會引起刀具徑向跳動,影響結構的動平衡,鍵是用來傳遞轉矩和進行角向定位的。文章源自solidworks教程網-http://m.66kg.cn/3045.html
7/24錐柄還有以下缺點;文章源自solidworks教程網-http://m.66kg.cn/3045.html
錐度較大,錐柄較長,錐體表面同時要起兩個重要的作用,即刀具相對于主軸的精確定位及實現刀具夾緊并提供足夠的聯結剛度。在ISO標準規定7/24錐度配合中,主軸內錐孔的角度偏差為“-”,刀柄錐體的角度偏差為“+”,以保證配合的前段接觸,
所以它的徑向定位精度往往不夠,在配合的后段還會產生間隙,
如典型的AT4級(ISO1947,GB11334-89)錐度規定角度的公差值為13″,這就意味著配合后段的最大徑向間隙高達13μm,這個徑向間隙會導致刀尖的跳動和破壞結構的動平衡,
當刀具所受的彎矩超過拉桿軸向拉力產生的摩擦力矩時,刀具會以前段接觸區為支點擺動。在切削力作用下,刀具在主軸內錐孔的這種擺動,會加速主軸錐孔前段的磨損,形成喇叭口,引起刀具軸向定位誤差。它不能實現與主軸端面和內錐面同時定位。
標準的7/24錐柄優點:

1、因不自鎖,可實現快速裝卸刀具;
2、刀柄的錐體在拉桿軸向拉力的作用下,緊緊地與主軸的內錐面接觸,實心的錐體直接在主軸內錐孔內支承刀具,可以減小刀具的懸伸量;

3、標準的7/24錐柄只需要一個尺寸即錐角度加工到很高的精度,所以加工成本較低而且可靠,在機床行業應用非常廣泛。