

 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
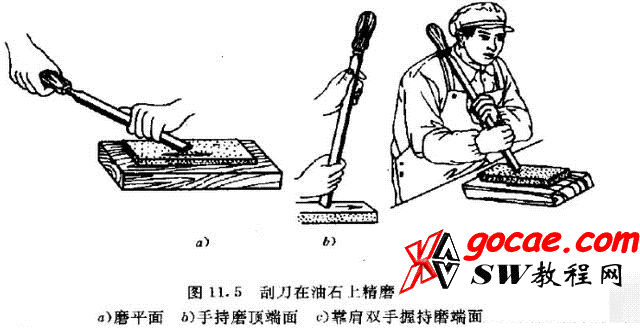
肩扛式刮削 刀柄頂肩上,雙手握住刀桿距刀口40~60MM處,用右肩和上身的力量向前挺刮,兩手下壓刀桿并立即提刀。位置較高,而且工件面積不是太大時,適宜采用這種方法。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
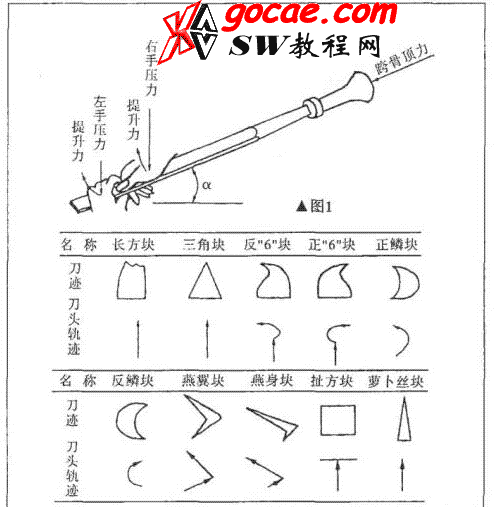
刮花的作用一是美觀,二是有積存潤滑油的功能。一般常見的花紋有:斜花紋、燕形花紋和魚鱗花紋等。另外,還可通過觀察原花紋的完整和消失的情況來判斷平面工作后的磨損程度。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3279.html
常用的曲面刮刀有:三角刮刀、蛇頭刮刀和柳葉刮刀等,用于刮削平面和刮花,刮研長刮刀分為兩種類型:平面刮刀和三棱刮刀。刮刀一般用碳素工具鋼或軸承鋼制造,后端裝有木柄,刀體部分淬硬到HRC60左右,刃口經(jīng)過研磨,磨損后可進行復磨。

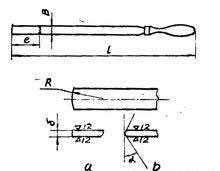

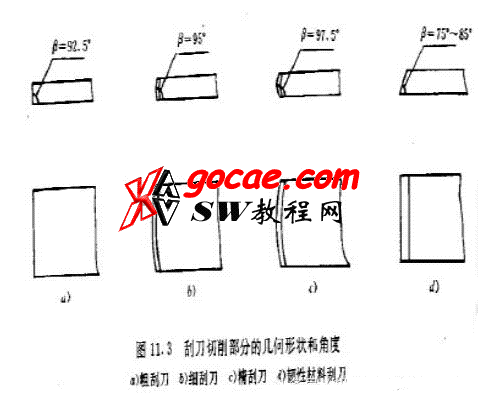
平刮刀主要用來刮削平面,如平板、工作臺等,也可以用來刮外曲面。 按所刮表面精度要求不同平面刮刀又可以分為粗刮刀、細刮刀和精刮刀三種。 按形狀不同平面刮刀又可以分為直頭刮刀和彎頭刮刀。直頭刮刀的切削部分硬度較高,柄部硬度較低,而且富于彈性。彎頭刮刀的刀體是曲形,能增加彈性,刮出來的工件表面質(zhì)量較好。



曲面刮刀主要用來刮削內(nèi)曲面,如滑動軸承的內(nèi)孔等。 曲面刮刀的種類較多,常用的有三角刮刀和蛇頭刮刀兩種。

月牙形刮刀
刮削是一種繁重的操作,每次的刮削量又很少,因此機械加工所保留下來的刮削余量不能太大,一般在0.05~0.4mm之間。

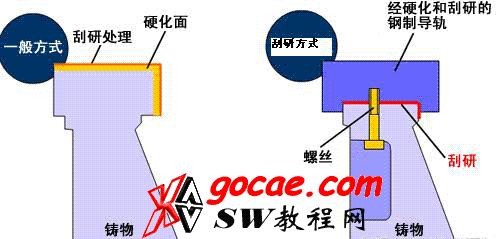
床身和柱體之間、主軸頭部和主軸之間、滾珠絲桿裝接物和裝接面之間等等、要對物與物相接觸的重要部位進行刮研削加工。對配合面進行刮研削加工使之成為平面,面與面接觸時就會無緊張力長期安定地配合在一起。通過對鑄件的導軌裝接面進行刮研削,加工出真直度。然后將經(jīng)過表面硬化處理并經(jīng)研磨后的鋼制導軌從鑄件面的內(nèi)側(cè)用螺絲加以固定。這樣處理后,不僅初期精度可以長期穩(wěn)定的得到保持,而且,導軌的硬度也能得到充分保護而保持了較高的耐久性。萬一,發(fā)生導軌破損時,更換也很容易。
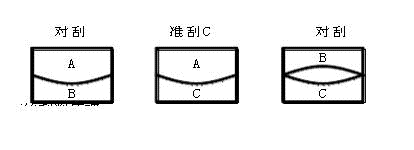
三合面刮研
(1)一次循環(huán) 以1為過渡基準,1與2互研互刮,至貼合。再將3與1互研,單刮34使3與1貼合。然后2與3互研互刮,至貼合。此2與3的平直度略有改進。
(2)二次循環(huán) 在上一循環(huán)基礎(chǔ)上按順序以2為過渡基準,1與2互研,單刮1,然后2與3互研互刮到全部貼合,這樣平直度又有所提高。
(3)三次循環(huán) 在上一次循環(huán)基礎(chǔ)上按順序以3為過渡基準,2與3互研,單刮2,然后1與2互研互刮至全部貼合,則1與2的平直度進一步提高。
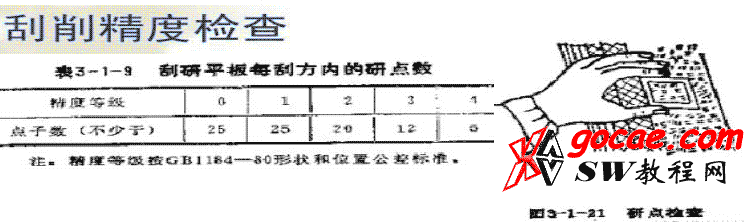
重復上述三個順序依次循環(huán)進行刮削,循環(huán)的次數(shù)越多則平板的平直度越高,直到三塊平板中任取兩塊對研,顯點基本一致,即在每(25×25)mm2內(nèi)達到12個研點左右,正研即告完成。
