

隨著數(shù)控技術(shù)的發(fā)展,采用數(shù)控系統(tǒng)的機(jī)床品種日益增多,目前在零件制造過程 中,大量的時(shí)間用于更換刀具,切削加工時(shí)間僅占整個(gè)工時(shí)中較小的比例,造成時(shí)間和人力的浪費(fèi)。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
現(xiàn)有的技術(shù)中早已實(shí)現(xiàn)在機(jī)床上添加刀庫,在加工時(shí),能夠自行換刀。而目前機(jī)床 上刀庫換刀的結(jié)構(gòu)和動(dòng)作基本上都是,換刀臂運(yùn)動(dòng)至主軸,將主軸上的刀具卸載,返回刀庫 后將另一把刀具送至主軸上。對于機(jī)床技術(shù)日新月異的當(dāng)今,時(shí)刻在追求著高精度高效率, 所以上述的現(xiàn)有技術(shù)方案,已經(jīng)無法進(jìn)一步提高生產(chǎn)效率,而且結(jié)構(gòu)上所占的空間大,增加 了制造成本和運(yùn)輸成本。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html

 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
動(dòng)柱式臥式加工中心結(jié)構(gòu)設(shè)計(jì)
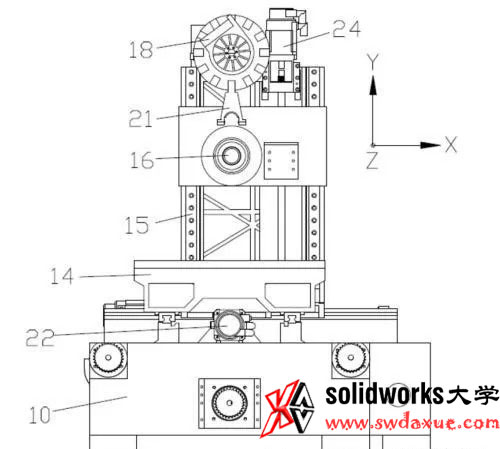
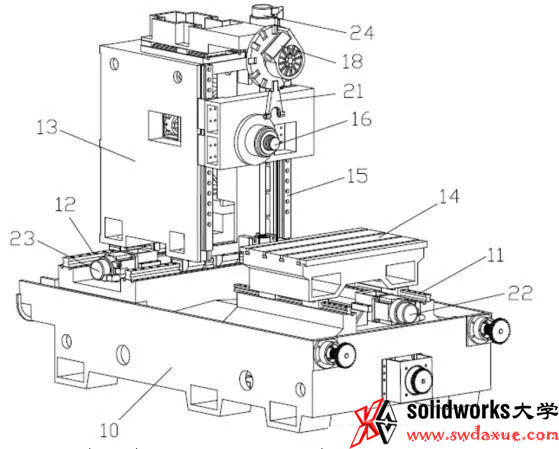
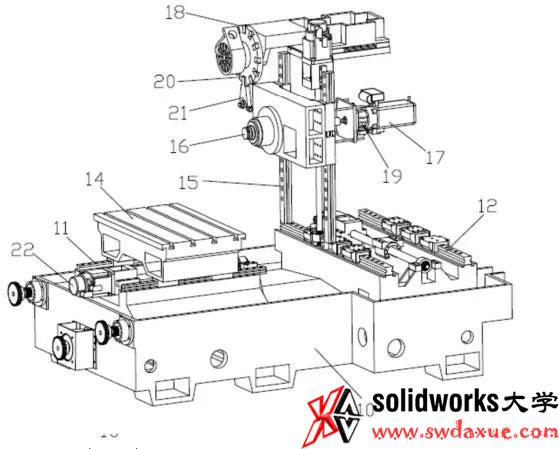
圖中:10-機(jī)座,11-Z軸導(dǎo)軌,12-X軸導(dǎo)軌,13-主軸箱,14-工件夾裝臺(tái),15-Y軸導(dǎo) 軌,16-主軸,17-電機(jī),18-刀庫,19-減速機(jī),20-分度盤,21-刀具掛件,22-Z軸電機(jī),23-X軸 電機(jī),24-Y軸電機(jī)。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
參見圖1—3:包括機(jī)座10,機(jī)座10上設(shè)置有Z軸導(dǎo)軌11和X軸導(dǎo)軌12,均為線性導(dǎo)軌,摩擦系數(shù)低, 無效運(yùn)動(dòng)少,能輕易達(dá)到μm級進(jìn)給及定位,Z軸導(dǎo)軌11的端部設(shè)置有Z軸電機(jī)22,X 軸導(dǎo)軌12的端部設(shè)置有X軸電機(jī)23,Z軸導(dǎo)軌11上設(shè)置有工件夾裝臺(tái)14,用于固定工件, Z軸電機(jī)22通過絲桿驅(qū)動(dòng)工件夾裝臺(tái)14沿Z軸導(dǎo)軌11滑動(dòng),X軸導(dǎo)軌12上設(shè)置有主 軸箱13,X軸電機(jī)23通過絲桿驅(qū)動(dòng)主軸箱13沿X軸導(dǎo)軌12左右移動(dòng),其中,主軸箱13 上設(shè)置有Y軸導(dǎo)軌15,Y軸導(dǎo)軌15上設(shè)置有主軸16,主軸16垂直于所述Y軸導(dǎo)軌15, Y軸導(dǎo)軌15的端部設(shè)置有Y軸電機(jī)24,Y軸電機(jī)24通過絲桿驅(qū)動(dòng)主軸16沿Y軸導(dǎo)軌15 上下移動(dòng),主軸16背部設(shè)置有電機(jī)17,兩者直連,電機(jī)17直接帶動(dòng)主軸16旋轉(zhuǎn),且電機(jī) 17能夠隨主軸16一起在Y軸導(dǎo)軌15上移動(dòng);主軸箱13的端部設(shè)置有刀庫18,刀庫18 呈圓盤狀,且設(shè)置有分度盤20,能夠提高旋轉(zhuǎn)的精度。刀庫18位于主軸16的上方,主軸 16能夠快速移動(dòng)到刀庫18下方,完成換刀。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
電機(jī)17為永磁同步電機(jī),其特點(diǎn)是效率高、更加省電;功率因數(shù)高,電機(jī)電流 小,電機(jī)定子銅耗降低,更節(jié)能,電機(jī)配套的電源,如逆變器,變壓器等,容量可以更低,同時(shí) 其他輔助配套設(shè)施如開關(guān),電纜等規(guī)格可以更小,相應(yīng)系統(tǒng)成本更低,由于永磁同步電機(jī)功 率因數(shù)高低不受電機(jī)極數(shù)的限制,在電機(jī)配套系統(tǒng)允許的情況下,可以將電機(jī)的極數(shù)設(shè)計(jì) 的更高,相應(yīng)電機(jī)的體積可以做得更小,電機(jī)的直接材料成本更低;體積小,功率密度大,在 驅(qū)動(dòng)低速大扭矩的負(fù)載時(shí),一個(gè)是電機(jī)的極數(shù)的增多,電機(jī)體積可以縮小,還有就是:電機(jī) 效率的增高,相應(yīng)地?fù)p耗降低,電機(jī)溫升減小,則在采用相同絕緣等級的情況下,電機(jī)的體 積可以設(shè)計(jì)的更小;電機(jī)結(jié)構(gòu)的靈活性,可以省去電機(jī)內(nèi)許多無效部分,如繞組端部,轉(zhuǎn)子 端環(huán)等,相應(yīng)體積可以更小;起動(dòng)力矩大、噪音小、溫升低,永磁同步電機(jī)在低頻的時(shí)候仍能 保持良好的工作狀態(tài),低頻時(shí)的輸出力矩較異步電機(jī)大,運(yùn)行時(shí)的噪音小,轉(zhuǎn)子無電阻損 耗,定子繞組幾乎不存在無功電流,因而電機(jī)溫升低,同體積、同重量的永磁電機(jī)功率可提 高30%左右;同功率容量的永磁電機(jī)體積、重量、所用材料可減少30%。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3569.html
在刀庫18方面,刀庫18上設(shè)置有若干刀具掛件21,刀具安裝在刀具掛件 21上,主軸16向上移動(dòng)時(shí),能夠與刀具掛件21適配,通過刀具掛件21快速的將刀具安裝 到主軸16上,完成換刀。刀庫18上設(shè)置有四到十個(gè)刀具掛件21,其中至少一個(gè)刀具掛件21空載,用于卸取主軸16上的刀具。根據(jù)系統(tǒng)預(yù)定的程序,在加工產(chǎn)品需要換刀時(shí),無 論主軸16處在哪個(gè)位置,在不需要回位的情況下,也能夠通過Y軸導(dǎo)軌15迅速向上滑動(dòng),靠 近刀庫18,縮短刀庫18與主軸16之間的距離,使換刀更迅速,效率更高,完成換刀后能夠馬 上回到加工位置,減少對刀時(shí)間,同時(shí)減少了加工誤差。主軸16和電機(jī)17之間還可以設(shè)置減速機(jī)19,通過減速機(jī)19能夠提高電機(jī)17 的輸出扭矩,從而提高主軸16的扭矩。
效果
主軸背部直接與電機(jī)連接,并由電機(jī)直接驅(qū)動(dòng),節(jié)省了空間,結(jié)構(gòu)更緊湊,使電機(jī)和主軸能夠一起快速移動(dòng),并且可以縮短 刀庫與主軸之間的距離,使換刀更迅速,效率更高。