

原文出處: Inventor 張建州湯鵬類成龍車忠偉鄭洪森高洪浩魏洪森 Original Assignee 威海華東數(shù)控股份有限公司 Priority date 2010-12-02 如對您的權益有所侵侵犯,請及時聯(lián)系網(wǎng)站刪除. 聯(lián)系方式: swdaxue@qq.com
本實用新型涉及大型數(shù)控銑鏜床,具體地說是一種大型數(shù)控銑鏜床滑枕移動傾斜裝置,設有立柱、主軸箱滑座,立柱兩側分別設有基準導軌,基準導軌內(nèi)側分別設有齒條,主軸箱滑座上設有驅動裝置和滑枕.
主軸箱滑座兩端與基準導軌滑動連接,驅動裝置經(jīng)小齒輪與齒條相嚙合其特征在于基準導軌內(nèi)側設有內(nèi)側定位裝置,外側設有外側定位裝置,內(nèi)側定位裝置經(jīng)斜定位導軌與基準導軌側邊滑動連接,外側定位裝置經(jīng)定位導軌與基準導軌側邊滑動連接,具有結構簡單、控制簡單,可補償范圍廣、精度高等優(yōu)點。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
隨著核電、礦山、重型機械行業(yè)產(chǎn)品規(guī)格不斷加大升級,對大型、重型加工設備的 需求極為迫切,加工設備的大型、重型化,就會出現(xiàn)許多的技術問題需要解決。其中大型數(shù) 控銑鏜床滑枕移動傾斜的補償就是一個亟待解決的關鍵技術,它直接影響著大型數(shù)控銑鏜 床的主要精度。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
滑枕移動傾斜的主要原因
滑枕移動傾斜是指滑枕伸出主軸箱后,由于各種原因引起的滑枕前端向下傾斜。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
引起滑枕移動傾斜的主要原因是:第一,滑枕在主軸箱內(nèi)伸出時,導致主軸箱和滑枕整體的 中心發(fā)生偏移,從而使主軸箱和滑枕整體向下傾斜;第二,滑枕伸出時,形成懸臂梁結構,滑 枕自重導致滑枕伸出部分發(fā)生撓曲變形,滑枕向下傾斜;第三,由于滑枕發(fā)生撓曲變形,導 致靜壓導軌油膜厚度變化,使滑枕傾斜。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
滑枕移動傾斜將直接影響滑枕運動的直線度,從而影響滑枕端面與豎直平面的平 行度,進而影響銑軸、鏜軸以及刀具的安裝角度誤差,最后影響加工工件的幾何精度。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
滑枕移動傾斜現(xiàn)有的補償方法
?1)主軸箱重心位移補償:通過使用油缸(或滾珠絲桿等)改變配重錘鋼絲繩的長 度,使主軸箱重心在垂直平面內(nèi)抬高;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
2)安裝附件補償:在滑枕底部設置油腔,增大油腔壓力,使滑枕在垂直平面內(nèi)抬 尚;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3706.html
3)滑枕變形補償:通過滑枕上面設置的兩對拉緊油缸,對滑枕施加作用力,增加滑 枕的剛性,減小滑枕的撓曲變形量;
4)主軸箱變壓液壓腔補償:在主軸箱滑枕導軌板上下斜對面分別設置變壓靜壓 腔,將其分成兩組變壓靜壓腔并分別與兩組液壓阻尼體及比例減壓閥相連,通過控制系統(tǒng) 改變變壓靜壓腔的油壓實現(xiàn)滑枕前端抬高進行補償。
目前的數(shù)控鏜銑床,以上四種補償方式均有采用,尤其以前三種方式最為廣泛。前三種補償方式的不足之處是,主要是通過主軸箱或滑枕因外力而產(chǎn)生的變形來補償,往往會產(chǎn)生主軸箱變形過大而滑枕卻沒有得到補償?shù)那闆r,而且補償量無法精確控制,補償精度低。第四種方式較前三種方式具有補償范圍廣、精度高的特點,但其變壓液壓腔油壓控制 方式較為繁瑣,不易實施。
滑枕移動傾斜裝置的結構介紹
—種大型數(shù)控銑鏜床滑枕移動傾斜裝置,設有立柱1、主軸箱滑座2,立柱1兩側分 別設有基準導軌,基準導軌內(nèi)側分別設有齒條5,主軸箱滑座2上設有驅動裝置6和滑枕4, 驅動裝置6是由伺服電機、齒輪箱和小齒輪組成,齒輪箱固定在主軸箱滑座2上,齒輪箱輸 入軸與伺服電機相連接,輸出軸與小齒輪相連接,主軸箱滑座2兩端與基準導軌滑動連接, 驅動裝置6經(jīng)小齒輪與齒條相嚙合,其特征在于基準導軌內(nèi)側設有內(nèi)側定位裝置7,外側設 有外側定位裝置8,內(nèi)側定位裝置7經(jīng)斜定位導軌18與基準導軌側邊滑動連接,外側定位裝 置8經(jīng)定位導軌觀與基準導軌側邊滑動連接。
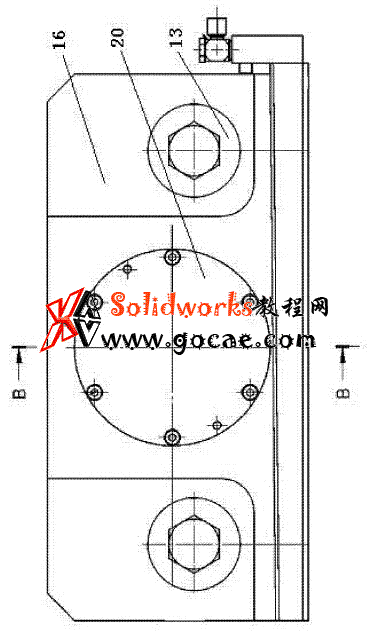
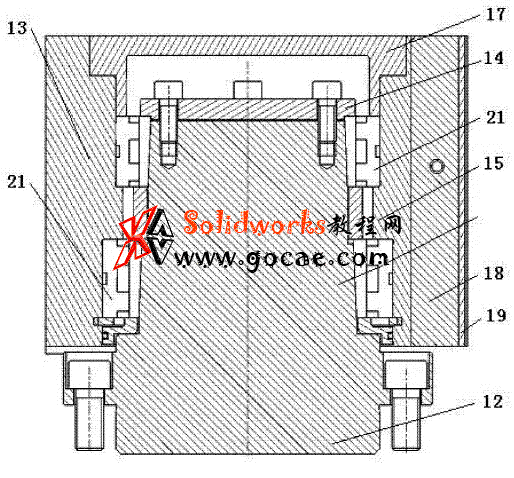
本實用新型中的內(nèi)側定位裝置7包括定位柱12、定位體13、調整墊14、隔環(huán)15、壓 蓋16、端蓋17、斜定位導軌18、限位螺釘20和軸承21,定位體13 —側設有斜面,中間設有軸承孔,斜定位導軌18 —面呈一斜面,相對另一面為直平面,斜定位導軌18的斜面與定位 體13的斜面滑動連接,斜定位導軌18經(jīng)調整板19與定位體13固定連接,以通過調整斜定 位導軌實現(xiàn)內(nèi)側定位裝置與立柱基準導軌面之間的間隙,內(nèi)側定位裝置7經(jīng)斜定位導軌18 直平面與基準導軌側邊滑動連接,軸承孔內(nèi)設有隔環(huán)15,隔環(huán)15兩端分別設有軸承21,定 位柱12 —端插入軸承孔內(nèi),經(jīng)隔環(huán)15、軸承21與定位體13相連接,另一端經(jīng)螺釘與主軸 箱滑座2固定連接,定位柱12端部的軸承內(nèi)徑經(jīng)調整墊14與定位柱12固定連接,外徑經(jīng) 端蓋17與定位體13固定連接,另一軸承經(jīng)軸承擋圈、密封環(huán)與定位柱12固定連接,定位體 13經(jīng)限位螺釘20與主軸箱滑座2固定連接,以實現(xiàn)定位體13與定位柱12的軸向和徑向定 位,使定位體13可以繞定位柱12軸線在一定范圍內(nèi)旋轉。
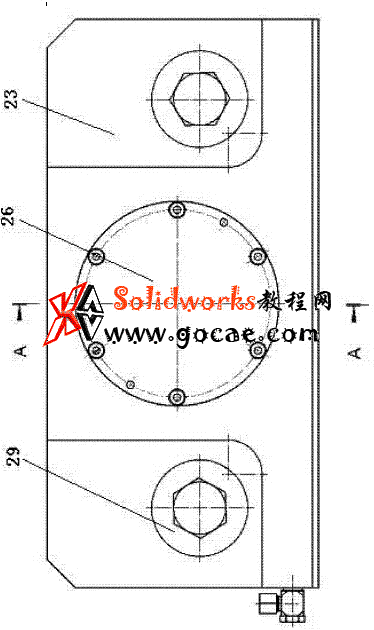
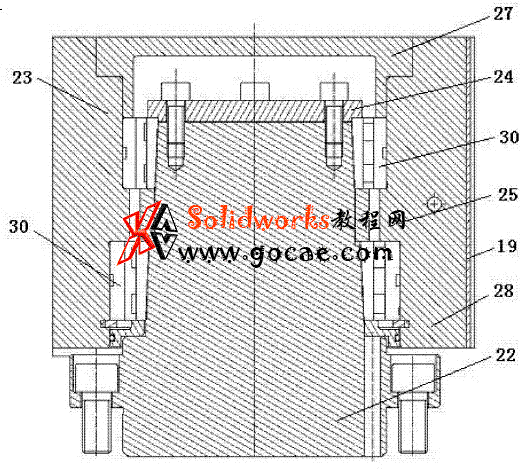
本實用新型中的外側定位裝置8包括定位柱22、定位體23、調整墊24、隔環(huán)25、壓 蓋沈、端蓋27、定位導軌28、限位螺釘30和軸承31,定位體23中間設有軸承孔,定位導軌 28安裝在定位體23 —側面上,定位導軌28經(jīng)調整板19與定位體23固定連接,外側定位裝 置8經(jīng)定位導軌觀與基準導軌側邊滑動連接,軸承孔內(nèi)設有隔環(huán)25,隔環(huán)25兩端分別設 有軸承31,定位柱22 —端插入軸承孔內(nèi),經(jīng)隔環(huán)25、軸承31與定位體23相連接,另一端經(jīng) 螺釘與主軸箱滑座2固定連接,定位柱22端部的軸承內(nèi)徑經(jīng)調整墊M與定位柱22固定連 接,外徑經(jīng)端蓋27與定位體23固定連接,另一軸承31經(jīng)軸承擋圈、密封環(huán)與定位柱22固 定連接,定位體23經(jīng)限位螺釘30與主軸箱滑座2固定連接,以實現(xiàn)定位體23與定位柱22 的軸向和徑向定位,使定位體23可以繞定位柱22軸線在一定范圍內(nèi)旋轉。
本實用新型所述定位柱(12、22)插入軸承孔內(nèi)的一端呈階梯狀錐臺面,錐臺面為 錐形內(nèi)孔圓柱滾子軸承(20)的安裝面,可以通過壓蓋(16)及配磨隔環(huán)(15)、調整墊(14)實 現(xiàn)軸承(20)徑向游隙及預載荷的調整。
滑枕移動傾斜裝置的優(yōu)點
本實用新型的有益效果是:該大型數(shù)控銑鏜床滑枕移動傾斜裝置,根據(jù)鉸接原理, 通過控制左、右兩側驅動電機的位移差值,形成一個翻轉力矩,使主軸箱滑座繞立柱基準導 軌微量轉動,扭轉主軸箱滑座的仰角,達到主軸箱、滑枕整體抬頭的目的,從而起到補償滑 枕運動直線度精度的作用,具有結構簡單、控制簡單,可補償范圍廣、精度高等優(yōu)點。
實施過程
1)、補償間距和補償點的確定:
通過實驗方式確定滑枕(4)移動的若干 個直線度補償點,并根據(jù)補償點的實測數(shù)據(jù)將滑枕(4)移動的全行程劃分為數(shù)個補償間距, 由于滑枕(4)本身的剛性較高,在滑枕(4)行程的0-400mm內(nèi),滑枕(4)移動的直線度精度不超差,故行程400mm以前不需要補償,補償間距的選擇理論上越小越好,間距越小,補償精度越高,一般取補償間距30即可滿足機床實際精度需要。

如果實驗過程中,在某個補償 點的直線度誤差變化較大,則可以減小間隔,直至直線度誤差變化比較均勻為宜,確定關鍵直線度補償點對后續(xù)的電氣補償至關重要,直線度誤差數(shù)據(jù)可以通過千分表(11)、高精度 平尺(10)以及等高量塊(9)進行測量,分滑枕(4)上不安裝及安裝附件頭測量兩次,做詳細 記錄;若配置多個不同質量的附件頭,則應進行多次測量。

?2)、電氣補償值的確定:
將實驗采集的直線度補償點及補償間距的直線度變動量 轉化為主軸箱滑座的角位移變動量,即左、右兩側驅動電機的角位移差值;根據(jù)實驗數(shù)據(jù)確 定的補償間距,確定補償點的位置,當滑枕(4)伸出到該補償點時,讓系統(tǒng)調取左、右兩側 驅動電機的角位移差值進行補償,再次測量該的直線度誤差,如不滿足精度要求,嘗試改變 角位移差值進行調整,直至滿足為止,以確定該補償點的最佳補償數(shù)值,并記錄在數(shù)控系統(tǒng) 中。按上述方法確定其余個補償點的最佳補償數(shù)值,并記錄在數(shù)控系統(tǒng)中。

3)、電氣控制:將轉化后的左、右兩側驅動電機的角位移差值輸入到機床的數(shù)控系 統(tǒng)中,在滑枕工作狀態(tài)下,滑枕在相鄰補償點的間距內(nèi),通過系統(tǒng)調取左、右兩側驅動電機 的位移差值來自動補償滑枕移動傾斜的直線度誤差。
