

塑膠零件的壁厚對零件的質(zhì)量影響很大,壁厚過小時成型的流動阻力大,大形復(fù)雜的零件就很難充滿型腔,塑膠壁厚的最小尺寸應(yīng)滿足以下幾個方面的要求:
1.足夠的強度和剛度;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
2.脫模時能經(jīng)受脫模機構(gòu)的沖擊與震動;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
3.裝配時能承受足夠的緊固力。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
通常來說,產(chǎn)品的壁厚大小取決于產(chǎn)品的需要受外力的大小、產(chǎn)品體積的大小、選用材料及其他功能。一般來說,壁厚的設(shè)計一般不超過4mm(特殊產(chǎn)品除外)。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
只要滿足零件的要求,要盡可能降低產(chǎn)品的壁厚。為什么這么說呢?這里從兩個原因來說明。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
第一,從產(chǎn)品結(jié)構(gòu)來說,壁厚過厚的產(chǎn)品產(chǎn)生“空穴氣孔”的可能性會大大增加,從而嚴重削弱產(chǎn)品的剛性及強度。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
第二,從成本方面考慮,壁厚過厚的產(chǎn)品意味著使用的原料也會增加,從而導(dǎo)致零件成品增加,這是其一;其二是過厚的產(chǎn)品使得注塑時間和冷卻時間都大大增加,從而增加人工成本,這也是導(dǎo)致成本增加的一方面。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
所以說,只要滿足零件的各個功能要求,降低產(chǎn)品的壁厚是有百利而無一弊的。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
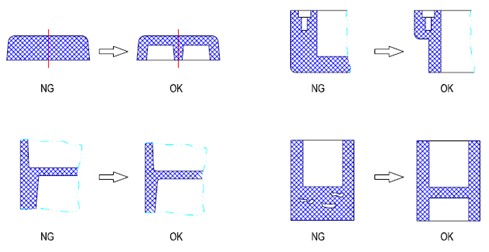
下面的四個圖中,左邊的圖厚度不一,不用說都知道是不良的結(jié)構(gòu),右邊的則相反。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2057.html
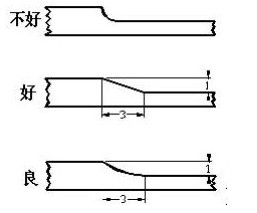
不過有時候在產(chǎn)品結(jié)構(gòu)設(shè)計過程中,由于結(jié)構(gòu)的其他限制,不要避免的要在某位置減少壁厚,這個時候應(yīng)盡量緩緩地過渡,不要一下將壁厚降到所需的要求,最好保證比例在3:1以上,可以參考下圖。
壁厚一致在圓角處也是一樣的道理,以免冷卻時間不一致。冷卻時間長的地方就會有收縮現(xiàn)象,因而發(fā)生部件變形和撓曲。此外,尖銳的圓角位通常會導(dǎo)致部件有缺陷及應(yīng)力集中,尖角的位置亦常在電鍍過程後引起不希望的物料聚積。集中應(yīng)力的地方會在受負載或撞擊的時候破裂。較大的圓角提供了這種缺點的解決方法,不但減低應(yīng)力集中的因素,且令流動的塑料流得更暢順和成品脫模時更容易。
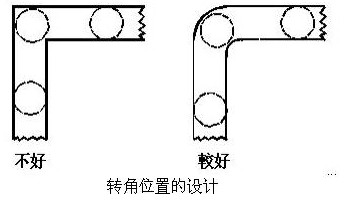
所以,一件設(shè)計結(jié)構(gòu)好的塑膠件,基本上是看不到一些棱棱角角的。