

原文出處: CN202270998U 一種自動臥式銑鏜床 如對您的權(quán)益有所侵侵犯,請及時聯(lián)系網(wǎng)站刪除. 聯(lián)系方式: swdaxue@qq.com
現(xiàn)有技術(shù)中 ,臥式鏜銑床是萬能性機(jī)床 。其可對箱體 、殼體、機(jī)座等大型零件進(jìn)行 鉆孔 、健孔 、擴(kuò)孔 、餃孔 、惚平面 、鏡平面 、車蝶、紋等切削力口工。產(chǎn)品廣泛應(yīng)用于能源、交通、重 型、石化機(jī)械等行業(yè) ,是加工箱體類零件的關(guān)鍵設(shè)備 ?。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
目前市場上的普通臥式鏜銑床,其主要結(jié)構(gòu)以普通電機(jī)為動力源 ,通過液壓機(jī) 聯(lián)動裝置控制滑移變速齒輪位置變動 ,獲得不同的轉(zhuǎn)速及進(jìn)給量 。主軸箱內(nèi)部結(jié)構(gòu)復(fù)雜,齒輪數(shù)量較多 ,傳動鏈較長 ,故障率高 。床身普遍采用2條導(dǎo)軌 ,當(dāng)工作臺移動到下滑座邊緣時,因為下滑座沒有足夠支撐 ,變形量較大 ,影響加工精度 。工作臺夾緊通常采用于動夾緊, 可靠性不高 。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
普通臥式鏜銑床的電氣控制采用 PLC (可編程控制器) 控制,驅(qū)動部分普遍使用普 通三相異步電機(jī)驅(qū)動機(jī)械傳動 ,機(jī)床軸坐標(biāo)位置靠數(shù)顯表現(xiàn)顯示 。這種控制方式的缺點是機(jī)床軸不能自動定位 ,機(jī)床的加工完全靠于動操作 ,操作繁瑣 ,加工效率低 。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
臥式銑鏜床的特點
1) 本實用新型通過采用主軸變頻電機(jī) 9,使機(jī)床轉(zhuǎn)速可以在區(qū)間內(nèi)無級變速并且 可通過觸摸屏操作板來選取轉(zhuǎn)速及進(jìn)給量 。通過主軸變頻電機(jī) 9、進(jìn)給伺服系統(tǒng) 8 ?(具體為 伺服電機(jī))分別控制主軸的旋轉(zhuǎn)運動和各軸的進(jìn)給運動 。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
與現(xiàn)有技術(shù)相比 ,本實用新型取消 原有機(jī)床結(jié)構(gòu)中的液壓預(yù)選變速裝置以及主軸操縱機(jī)構(gòu) ,采用電氣系統(tǒng)根據(jù)屏幕輸入自動 輸出信號 ,聯(lián)動液壓實現(xiàn)主軸正轉(zhuǎn) 、反轉(zhuǎn) 、停車、變速等動作 ,零部件數(shù)量減少 70% 左右 ,大 大簡化了結(jié)構(gòu) ,降低了機(jī)床故障率 。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
2 ) 床身 1通過采用 4 條導(dǎo)軌,增加了床身 1 的剛性,同時增加了對下滑座 2 的支 撐,避免了工作臺 4 移動到下滑座 2 的邊緣時,床身 1對下滑座 2 支撐不足而產(chǎn)生的下滑座 2 的變形,有效地提高了工作臺 4 在下滑座 2 邊緣狀態(tài)下的加工精度 。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3703.html
3 ) 工作臺夾緊機(jī)構(gòu)中采用碟簧 26 進(jìn)行夾緊和液壓松開的方式 ,避免了手動夾不 緊情況發(fā)生 ,大大提高了工作臺夾緊的可靠性 。

4) 使用進(jìn)給伺服系統(tǒng)代替普通常用的進(jìn)給電機(jī) ,使本實用型能夠?qū)崿F(xiàn)自動定位 , 自動加工,大大提高了加工精度和加工效率 。
臥式鏜銑床的結(jié)構(gòu)組成
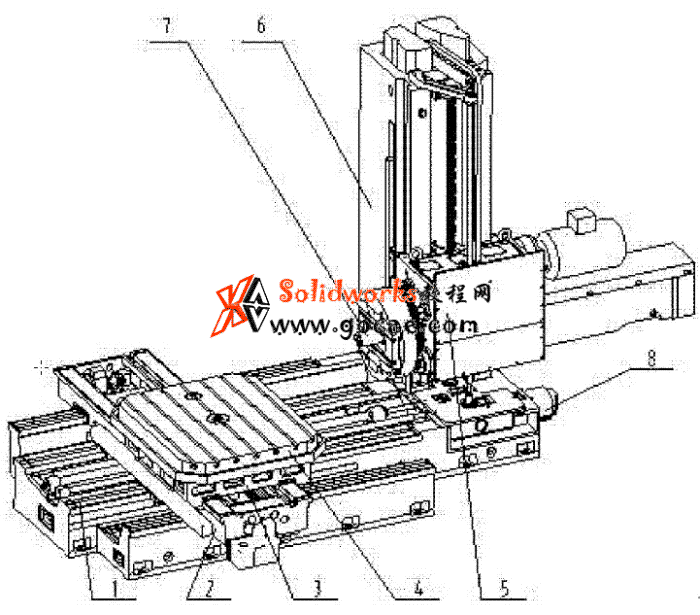
自動臥式鏜銑床,包括床身 1、下滑座 2 、上滑座 3、工作臺 4、主軸箱 5、立柱 6、健軸 7、進(jìn)給伺服系統(tǒng) 8 及電氣系統(tǒng) ,如圖 1所示 ,立柱 6 固定在床身 1 上,主軸箱 5 安裝 在立柱 6 上,主軸箱 5 可以在立柱 6 上進(jìn)行上下移動 C Y 軸運動) ;下滑座 2 安裝在床身 1 的導(dǎo)軌上 ,下滑座 2 可以在床身 1上進(jìn)行縱向移動 C Z 軸運動) ;上滑座 3 安裝在下滑座 2 上, 上滑座 3 可以在下滑座 2 上進(jìn)行橫向移動 e x 軸運動) ;工作臺 4 安裝在上滑座 3 上,工作臺4 可以在上滑座 3 上進(jìn)行旋轉(zhuǎn)運動 CB 軸運動),進(jìn)給電機(jī) 8 安裝在床身 1上,鍾軸 7 在主軸 箱 5 內(nèi),并可在主軸箱 5 內(nèi)伸縮cw 軸運動) 。

在主軸箱 5 內(nèi)設(shè)有主軸變速傳動機(jī)構(gòu) ,其結(jié)構(gòu) 如圖 2 所示 ,包括一個主軸變頻電機(jī) 9、一個變速軸 13及兩個傳動軸 12、16,主軸變頻電機(jī) 9 輸出軸與第一傳動軸 12 通過聯(lián)軸器 10 連接 ,第一個傳動軸 12 上的傳動齒輪 11 與變速軸13 上的滑動齒輪 14 日由合,變速軸 13 上的滑動齒輪 14 與第二傳動軸 16 上的傳動齒輪 15 嚙合,第二傳動軸 16 上的齒輪 17 與空心主軸 19 的傳動齒輪 18 啃合,通過上述結(jié)構(gòu) ,主軸變頻電機(jī) 9 將動力通過第一傳動軸 12、第二傳動軸 16 和變速軸 13 傳遞到空心主軸 19 上,從而獲得機(jī)床主運動 。
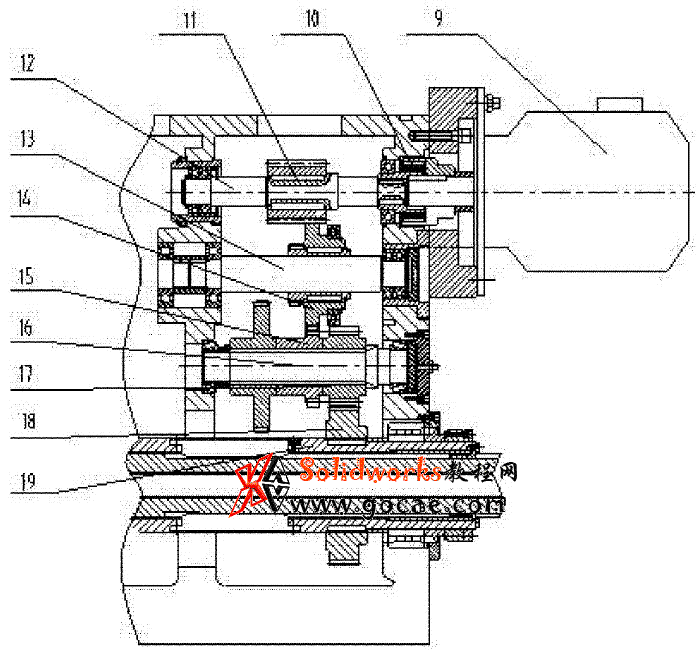
其原理為以主軸變頻電機(jī) 9 作為動力源 ,通過對主軸變頻電機(jī) 9 恒扭 矩以及恒功率區(qū)間的計算 ,使用一個滑移齒輪實現(xiàn) 2 種檔位變化 。計算不同轉(zhuǎn)速 、進(jìn)給量切 削時扭矩、功率,再根據(jù)變頻電機(jī)恒功率 、恒扭矩特性選定其中二檔傳動比作為高 、低二種 定比傳動檔位 ,結(jié)合變頻電機(jī)可以無級調(diào)速的功能實現(xiàn)主軸區(qū)間內(nèi)無級變速?? 。
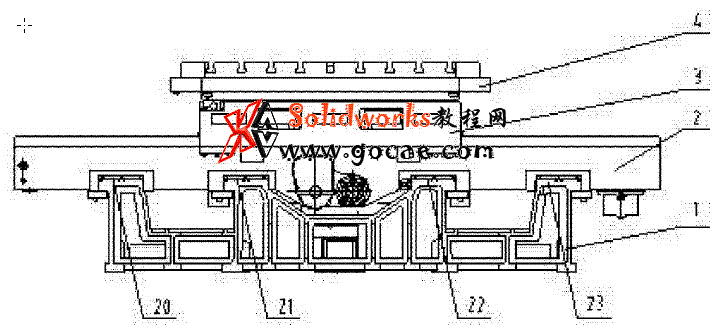
所述的床身 1 上設(shè)有同一水平高度且相互順次平行布置的四條導(dǎo)軌 :導(dǎo)軌 A20 、 導(dǎo)軌 B21 、導(dǎo)軌 C22 、導(dǎo)軌 D23 ,其中 :位于中間的那兩條導(dǎo)軌即導(dǎo)軌 B21 和導(dǎo)軌 C22 為其主 要起支撐作用的主導(dǎo)軌 ,位于兩側(cè)的導(dǎo)軌 A20 和導(dǎo)軌 D23 為輔助導(dǎo)軌 。
當(dāng)工作臺 4 移動到下滑座 2 兩側(cè)邊緣 時,兩側(cè)的輔助導(dǎo)軌起到支撐作用 ,有效地減少了工作臺 4 因下滑座 2 變形引起的下沉 ,從 而保證了零件的加工精度 。
工作臺 夾緊機(jī)構(gòu)
如圖 4 所示 ,本實施例工作臺 4 夾緊機(jī)構(gòu)包括碟簧 26 、液壓缸體 24 、活塞 25 、活塞 桿 27 、圓形墊片 28 a ?液壓缸體 24 固定在上滑座 3 上,在液壓缸體 24 內(nèi)安裝有活塞 25 和碟簧 26 ,活塞桿 27? 上套裝圓形墊片 28 a? 碟簧 26? 通過自身彈性變形使在液壓缸體 24 內(nèi)連接
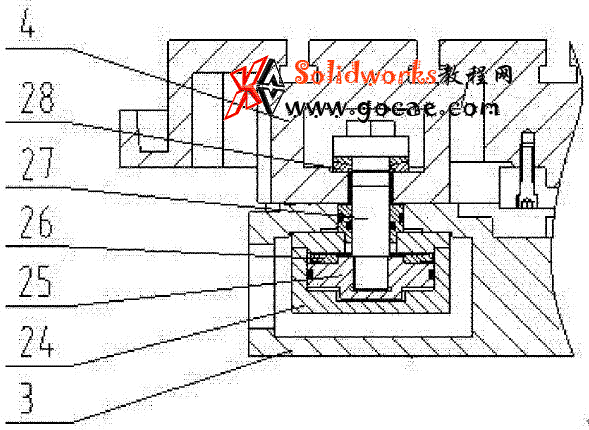
在活塞 25 的活塞桿 27 受到向下的拉力 ,活塞桿 27 壓緊圓形墊片 28 ,工作臺 4 被夾緊 ;當(dāng)液壓缸 24 內(nèi)注入液壓油,it 塞 25 受液壓力將碟簧 26 壓縮變形 ,從而帶動活塞桿 27 向上移 動,工作臺松開
活塞桿 27 的上部與工作臺 4 固定連接在一起,活塞桿 27 的軸線方向垂直于二者的結(jié)合面 :活塞桿 27 的下部伸入到上滑座 3 內(nèi)部的一個孔腔內(nèi),其上部開口直徑小于下部空腔直徑 ,伸入到上述空腔中的活塞桿 27 下部固定連接著活塞 25 ,活塞 25 的靠近工作臺 4一側(cè)設(shè)置有用于消除上滑座 3 和工作臺 4 之間間隙的碟簧 26 ;
活塞桿27 的上部為螺栓頭狀結(jié)構(gòu)或者設(shè)置有與之固定的調(diào)整鎖緊螺母結(jié)構(gòu) ,活塞桿 27 與工作臺在靠近上滑座 3 一側(cè)還設(shè)置有調(diào)隙用的圓形墊片28 a
電氣系統(tǒng)
電氣系統(tǒng)采用一種閉環(huán)的控制方式 ,實現(xiàn)機(jī)床各軸定位功能 。由 人機(jī)界面 29 選定要走位的軸 e x 軸、Y 軸、Z 軸、W 軸、B 軸,在 X 軸、Y 軸、Z 軸、W 軸安裝直線 測量尺用于位置檢測 ,B??????? 軸安裝編碼器) ,此時控制單元 35 將與該軸相對應(yīng)的位置檢測 34反饋到控制系統(tǒng)中 ,并且根據(jù)人機(jī)界面輸入的位置坐標(biāo) ,控制該軸移動的距離 ,定位的過程 實現(xiàn)閉環(huán)控制 。
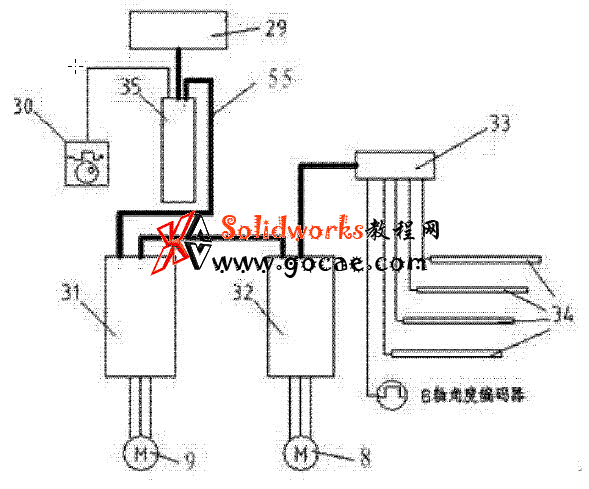
主軸的速度控制由變頻器 31 實現(xiàn),控制單元 35 從人機(jī)界面 29 獲取主軸的 轉(zhuǎn)速,由程序?qū)崿F(xiàn)主軸檔位的自動變換 ,并且計算出主電機(jī)的轉(zhuǎn)速 ,將控制指令發(fā)送給變頻 器,實現(xiàn)主軸的無級調(diào)速 。系統(tǒng)中開發(fā)固定循環(huán)功能,由控制單元 35 通過軟件實現(xiàn) ,人機(jī)界 面 29 中開發(fā)了調(diào)用固定循環(huán)的界面 ,在界面中以填表的方式設(shè)定自動加工需要的參數(shù) ,這 些參數(shù)值通過控制總線傳送到控制單元 35 中,控制程序依據(jù)這些設(shè)定好堵塞參數(shù)控制機(jī) 床實現(xiàn)自動加工 。