深孔加工大多采用單一刀具,由于深孔加工刀具的刀桿較長,刀具具有自然的撓 曲變形,且穩(wěn)定性差,致使刀具工作過程中途退刀或加工完工件退刀時(shí)刀具很容易劃傷已 加工的深孔表面。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
當(dāng)加工工件過程中出現(xiàn)刀具損壞或中途機(jī)床停車等狀態(tài)時(shí),刀具退回毀 損工件造成工件報(bào)廢的情況時(shí)有發(fā)生。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
自動(dòng)漲縮刮滾組合深孔刀具,其包括通過芯 軸連接起來的刮削部、滾壓部、連接部 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
刮削部包括 :刮削刀、具有錐度的頂塊、復(fù)位裝置, 通過控制頂塊的位置,可起到調(diào)節(jié)刮削刀漲縮的目的 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
滾壓部包括套裝于芯軸上并具有錐 度滾道面的滾道、沿滾道分布的滾動(dòng)體、限定滾動(dòng)體位置的保持器,其可在刮削同時(shí)實(shí)現(xiàn)滾光操作 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
上述的這種刀具結(jié)構(gòu)的改進(jìn),雖然在一定程度上實(shí)現(xiàn)了控制刮削刀漲縮、刮滾復(fù)合 進(jìn)行的目的,但實(shí)現(xiàn)上述目的所需的零部件較多,存在結(jié)構(gòu)復(fù)雜,使用過程中容易發(fā)生故障 的不足 ;另外頂塊的進(jìn)退及滾動(dòng)體工位的調(diào)整,均需要獨(dú)立的驅(qū)動(dòng)部分,進(jìn)一步加劇了其 加工及應(yīng)用時(shí)的實(shí)施難度,當(dāng)?shù)稐U較短時(shí)驅(qū)動(dòng)部分尚且容易解決,當(dāng)?shù)稐U較長時(shí),驅(qū)動(dòng)部分仍為需要解決的技術(shù)問題。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
鏜孔滾光機(jī)介紹
鏜孔滾光機(jī)又叫鏜孔滾壓機(jī)、刮削滾光機(jī)、油缸刮削滾光機(jī)等,主要用于鋼質(zhì)液壓缸筒內(nèi)孔的加工(適用于普通鋼管及冷拔鋼管)。主文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3586.html
要采用先進(jìn)的鏜孔、滾壓復(fù)合工藝,配置具有往復(fù)一次完成鏜孔、滾壓功能,加工精度可達(dá)到IT8級,表面粗糙度可達(dá)到Ra005-0.2μm。
該設(shè)備與傳統(tǒng)的珩磨機(jī)相比具有低噪音、無污染的優(yōu)勢,并可大大節(jié)省勞動(dòng)力成本,加工效率高。比傳統(tǒng)的鏜孔+滾壓或鏜孔+珩磨可節(jié)省加工時(shí)間達(dá)80-90%。電氣控制系統(tǒng)采用數(shù)控系統(tǒng),自動(dòng)化程度高。

鏜孔滾光機(jī)優(yōu)勢
·加工180內(nèi)孔,長度為4米的缸管,從上料裝夾到加工完畢用時(shí)僅15分鐘! 而傳統(tǒng)珩磨加工需時(shí)不低于 300分鐘;
·表面粗糙度可達(dá)到Ra005-0.2μm;
·提高加工效率:加工速度是珩磨的15-20倍;
·提高配合質(zhì)量,減少磨損,延長零件使用壽命,但零件的加工費(fèi)用反而降低;
·工作環(huán)境:低噪音、無污染、節(jié)省勞動(dòng)力成本;
·合理加工工序:刮削滾光可作為最后一道工序安排在其他工序(如鉆油口孔、焊接、車螺紋等)完成 之后加工
油缸深孔加工利器介紹:刮削滾光刀
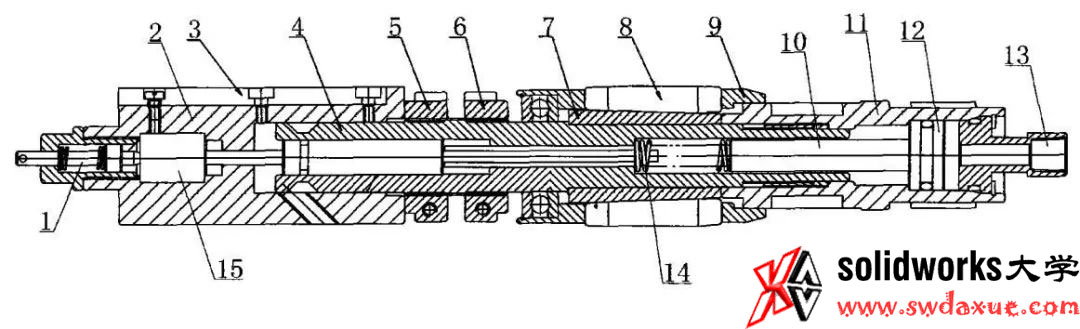
刮削部、滾壓部、連接部通過帶中心孔的芯軸 4 連接在一起 ;
連接部為一內(nèi)部中空的接頭 11,接頭 11 外側(cè)設(shè)有螺紋,用于連接標(biāo)準(zhǔn)配置的鏜桿,接頭 11 腔內(nèi)設(shè)有活塞 12,接頭 11 與活塞 12 構(gòu)成密閉的氣缸或油缸結(jié)構(gòu),接頭 11 尾端設(shè)有介質(zhì)進(jìn)出口 13,活塞桿 10 連接于活塞 12 前側(cè),并位于芯軸 4 的中心孔內(nèi),活塞桿 10 上 設(shè)有復(fù)位彈簧 14,通過介質(zhì)進(jìn)出口 13 輸入液壓或氣壓,可驅(qū)動(dòng)活塞 12 帶動(dòng)活塞桿 10 前移, 作為刀具漲縮的驅(qū)動(dòng) ;
刮削部外周上有四組導(dǎo)向塊3,在進(jìn)刀時(shí)實(shí)現(xiàn)最佳導(dǎo)向 ;至少有一對對稱設(shè)置于鏜頭體 2 的徑向孔 15 內(nèi)的浮動(dòng)刮削刃16,一般不超過五對,浮動(dòng)刮削刃 16 上均設(shè)有復(fù)位彈簧 18,為浮動(dòng)刮削刃 16 回縮時(shí)提供動(dòng)力 ;
鏜頭體2 中心設(shè)有可前后移動(dòng)的錐度頂塊17,錐 度頂塊17 的錐面與浮動(dòng)刮削刃16 的向心端抵頂,錐度頂塊 17 通過后方的活塞桿 10 驅(qū)動(dòng), 兩者之間也可增加頂桿裝置 ;
進(jìn)刀時(shí),活塞桿10推動(dòng)錐度頂塊17前移,錐度頂塊17通過錐 面使浮動(dòng)刮削刃 16 沿徑向向外移動(dòng),漲出鏜頭體 2 的表面 ;錐度頂塊 17 的前端設(shè)有復(fù)位頂 桿 1,所述的復(fù)位頂桿 1 可通過彈簧提供動(dòng)力 ;
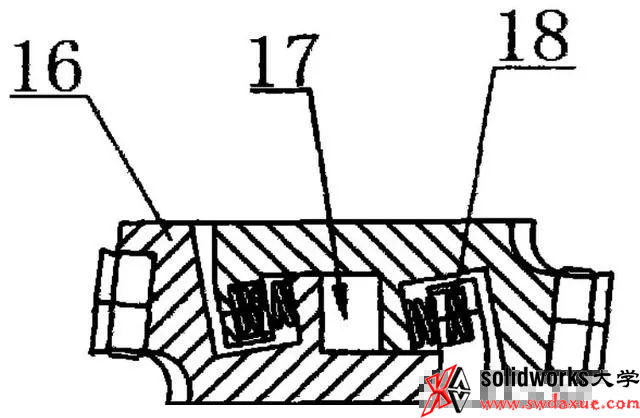
退刀時(shí),當(dāng)活塞桿 10 復(fù)位后,復(fù)位頂桿 1 可 推動(dòng)錐度頂塊 17 向后移動(dòng),同時(shí)浮動(dòng)刮削刃 16 在復(fù)位彈簧 18 作用下回縮至徑向孔 15 內(nèi), 避免退刀時(shí)浮動(dòng)刮削刃 16 對已加工出的孔壁造成損壞 ;刮削部通過螺母 5 與芯軸 4 連接, 通過螺母 5 可調(diào)節(jié)刮削部與芯軸 4 的相對位置,當(dāng)螺母 5 向前滾壓部方向移動(dòng)后,錐度頂塊 17 向前移動(dòng)的位移較大,也就導(dǎo)致浮動(dòng)刮削刃 16 漲出量大,反之浮動(dòng)刮削刃 16 漲出量小, 進(jìn)而可實(shí)現(xiàn)調(diào)節(jié)孔徑加工尺寸的目的 ;
滾壓部包括 :套裝于芯軸 4 并具有錐度旋轉(zhuǎn)面的滾道 7,沿滾道 7 四周設(shè)有 均勻分布的滾珠 8,具有沿芯軸 4 軸向自由度并用于限制滾珠位 8 置的保持器 9 也稱保持架 ;滾道 7 近連接部一端外徑小,近刮削部一端外徑大 ;
退刀時(shí),滾珠 8 受離心力、孔壁摩擦力、滾道 7 錐面推力等多重作用,沿徑向向孔壁方向移動(dòng),起到滾光目的 ;保持器近刮削部的一側(cè)設(shè)有限位螺母 6,限位螺母 6 通過螺紋套裝在芯軸 4 外側(cè),通過調(diào)節(jié)限位螺母 6 位置即可控制保持器 9 沿芯軸 4 軸向的自由度,當(dāng)限位螺母 6 向刮削部方向移動(dòng)后,滾珠 8接觸到的滾道7較高,也就導(dǎo)致滾珠8向外發(fā)生的位移較大,即滾壓尺寸大,反之滾壓尺寸小,進(jìn)而起到調(diào)整滾壓尺寸的目的。 錐度頂塊 17 設(shè)有的錐面?zhèn)€數(shù)與浮動(dòng)刮削刃 16 的個(gè)數(shù)相同,且每個(gè)錐面的斜度及與對應(yīng)浮動(dòng)刮削刃 16 保持的相對位置均一致。

工作原理
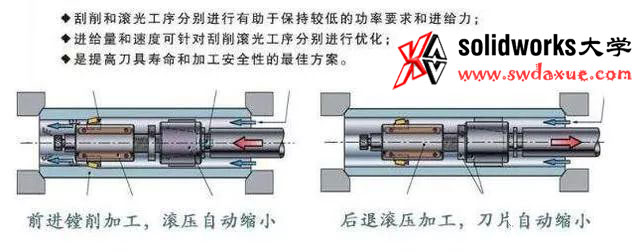
加工進(jìn)刀時(shí),通過向連接部尾端的介質(zhì)進(jìn)出口輸入氣壓或液壓,活塞前移最終推動(dòng)錐 度頂塊向前移動(dòng),浮動(dòng)刮削刃漲出鏜頭體表面,即可對工件進(jìn)行刮削 ;

退刀時(shí),通過向連接 部尾端的介質(zhì)進(jìn)出口釋放氣壓或液壓,活塞桿在復(fù)位彈簧作用下后移,錐度頂塊在復(fù)位頂 桿作用下后移,浮動(dòng)刮削刃在復(fù)位彈簧作用下回縮,浮動(dòng)刮削刃最后沒入鏜頭體的徑向孔 內(nèi),即可避免回刀時(shí)刀具對加工出的孔壁造成損害 ;
退刀的同時(shí),滾珠受離心力、孔壁摩擦 力、滾道錐面推力多重作用,沿徑向向孔壁方向移動(dòng),起到滾光目的。其結(jié)構(gòu)設(shè)計(jì)緊湊,零部 件較少,故障率低,采用氣壓或液壓驅(qū)動(dòng)刀具漲縮,可操控性強(qiáng),進(jìn)刀時(shí)刮削加工,退刀時(shí)對 孔壁滾壓