原文出處: CN104511798A 一種高精度銅轉(zhuǎn)子柱塞孔的珩磨加工方法 Inventor 鄭曉莉劉野吳長松 Original Assignee 貴州紅林機械有限公司 Priority date 2014-12-11 如對您的權(quán)益有所侵侵犯,請及時聯(lián)系網(wǎng)站刪除. 聯(lián)系方式: swdaxue@qq.com
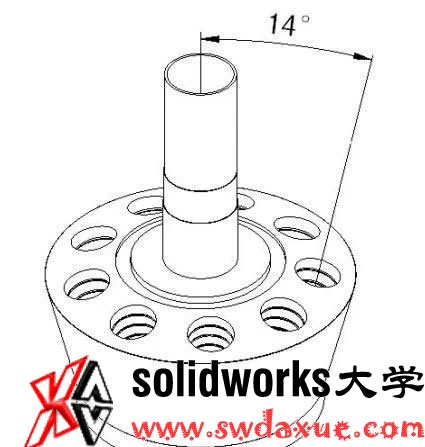
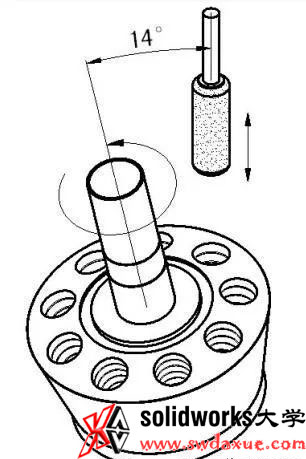
液壓柱塞泵銅轉(zhuǎn)子上有 9 個柱塞孔,9 個柱塞孔與轉(zhuǎn)子中心軸之間成 14°夾角均 布,為滿足轉(zhuǎn)子柱塞孔與柱塞外圓的高精度間隙配套關(guān)系,因此,轉(zhuǎn)子上 9 個柱塞孔的加工 精度要求特別高。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
9 個柱塞孔的一致性 0.005max,每個柱塞孔圓柱度(圓柱度由錐度、橢圓 度、直線度組成)0.002max,柱塞孔粗糙度要求為 Ra0.1。現(xiàn)有柱塞孔的研磨是采用手工加 工,手工加工難度大,對加工者的操作技術(shù)要求高,不能很好的保證零件的加工質(zhì)量,加工 效率低。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
高精度銅轉(zhuǎn)子柱塞孔的珩磨加工方法
該方法是利用自制夾具, 將轉(zhuǎn)子傾斜 14°固定在立式珩磨機的工作臺上,使轉(zhuǎn)子上的其中一個柱塞孔位于 立式珩磨機的珩磨桿底部并與珩磨桿同軸,利用珩磨桿上的 圓柱形 W20油石作為加工刀具,對該柱塞孔進(jìn)行珩磨加工 .文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
加工過程中使用立式珩 磨機專用珩磨油進(jìn)行冷卻和潤滑 ;圓柱形 W20 油石在加工過程中通過改變轉(zhuǎn)速和上下運動 速度在柱塞孔的孔壁上產(chǎn)生夾角為 40 ~ 45°的交叉細(xì)網(wǎng)紋,以獲得柱塞孔良好的動態(tài)滑 動性能。加工過程包括粗珩、半精珩、精珩和拋光過程 ;粗珩時,主軸速度為 20 ~ 40rpm,進(jìn) 刀量為 0.08 ~ 0.1mm/min ;半精珩時,主軸速度不變,進(jìn)刀量為 0.06 ~ 0.08mm/min ;精珩 時,主軸速度不變,進(jìn)刀量為 0.04 ~ 0.06mm/min ;拋光時,在無進(jìn)刀量的情況下,軸向反復(fù) 走刀 2 秒。加工完一個柱塞孔后,松開夾具將轉(zhuǎn)子旋轉(zhuǎn)一定角度后固定,再加工另一個柱塞 孔,直至完成轉(zhuǎn)子上的所有柱塞孔的加工。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
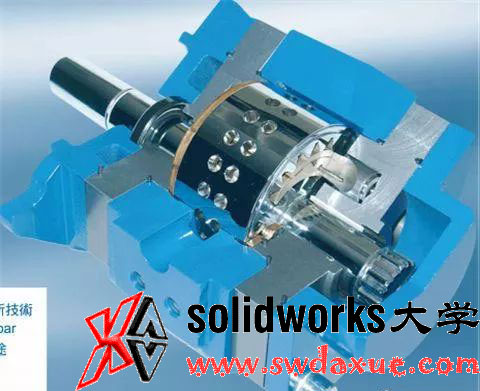
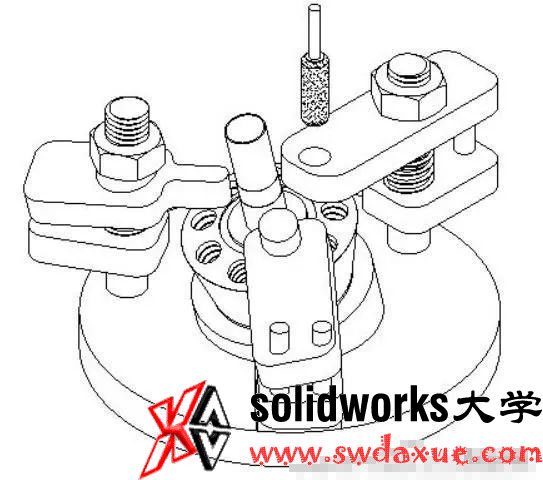
以材料牌號為 ZQSb3.5-20 的轉(zhuǎn)子零件加工為例,該型號轉(zhuǎn)子的硬度為 HB ≤ 68。如要加工的零件如圖 1 所示,加工方法如圖 2 所示,加工時,可以如圖 3 所示,將 轉(zhuǎn)子固定在自制的夾具上。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3587.html
一、轉(zhuǎn)子首件加工對刀采取的過程和措施轉(zhuǎn)子首次首件加工時,需要修整油石,用標(biāo)準(zhǔn)件對刀定義出油石的加工初始直徑,并對 刀給出一個沖程周期的頂端位置和底端位置,通過調(diào)整刀具向下和向上運動速度來調(diào)整網(wǎng) 紋角度,并編程給出小余量光磨時間,以保證粗糙度要求。
轉(zhuǎn)子的加工過程介紹 :機床以停止?fàn)顟B(tài)時珩磨油石所在位置為機床的坐標(biāo)零點, 機床開始運轉(zhuǎn)時,定點探頭快速彈出,刀具快速移動到探頭位置短暫停下,等探頭快速縮回 后,刀具以相對緩慢的速度進(jìn)入轉(zhuǎn)子內(nèi),并開始從油石的程序中對刀時所給定的初始直徑 位置,油石的加工直徑逐漸變大,并開始接觸轉(zhuǎn)子柱塞孔,開始實質(zhì)性加工過程。
二、加工方式的控制 因轉(zhuǎn)子柱塞孔與轉(zhuǎn)子中心所形成的角度為 14°(見圖 1),轉(zhuǎn)子采用立珩加工方式進(jìn)行 加工時,需保證所加工的柱塞孔與沖程方向相同,因此需采用自制的專用夾具,保證轉(zhuǎn)子孔 加工的方向,轉(zhuǎn)子珩磨加工過程經(jīng)過一段時間的摸索,得出錐度主要靠調(diào)整程序來實現(xiàn),橢 圓度主要靠合理的裝夾定位來實現(xiàn),因此轉(zhuǎn)子的裝夾過程就顯得至關(guān)重要,經(jīng)過一段時間 的經(jīng)驗總結(jié)得到如下裝夾定位需要注意的地方 :
1、需保證轉(zhuǎn)子裝夾定位端面無任何異物,加工前用手感觸轉(zhuǎn)子定位大端面上應(yīng)無毛刺 高點,并用棉花等蘸上干凈的汽油將轉(zhuǎn)子定位大端面和定位孔清洗干凈,并將夾具上與相 貼合的定位面和定位圓柱銷擦拭干凈 ;
2、將轉(zhuǎn)子放入夾具上后,應(yīng)轉(zhuǎn)動轉(zhuǎn)子使其充分和夾具貼合 ;
3、將夾具上的限位錐度銷放入轉(zhuǎn)子柱塞孔進(jìn)行定位時,既要旋轉(zhuǎn)錐度銷使其與轉(zhuǎn)子柱 塞孔充分貼合定位,又不能使用較大力氣壓錐度銷,否則會使轉(zhuǎn)子傾斜導(dǎo)致橢圓度不能滿 足要求 ;轉(zhuǎn)動定位銷至銷子與轉(zhuǎn)子內(nèi)孔更好的接合,以保證珩磨桿與孔的位置的垂直度(見 圖 3);
4、將轉(zhuǎn)子固緊在夾具上時,力量必須對稱和均勻,先用手工兩邊同時逐步擰緊之后,用 扳手單邊分至少 5 次逐步兩邊擰緊壓緊螺釘,不可以單邊用扳手使用較大的力擰緊一邊螺 釘后,再擰緊另一邊,否則會導(dǎo)致轉(zhuǎn)子往一邊相對傾斜,并造成 9 個內(nèi)孔圓柱度 0.002max 不 合格,每個內(nèi)孔加工后的圓柱度不一致,大部分孔圓柱度會不能滿足圖紙要求 ;
5、轉(zhuǎn)子裝上后,注意檢查珩磨油是否對準(zhǔn)所加工孔,因珩磨油對減少機床磨損、并保證 加工粗糙度等有至關(guān)重要的作用 ; 總而言之,合理裝夾轉(zhuǎn)子是保證其橢度合格的最重要的因素,而以上 5 點是裝夾時容 易出錯并很重要的裝夾因素,而這些因素需要一個有經(jīng)驗的操作者才能實現(xiàn)。

三、程序調(diào)試 經(jīng)過較長一段時間的現(xiàn)場試驗加工探索,得出珩磨加工轉(zhuǎn)子時目前較為優(yōu)化的參數(shù)組 合,能夠穩(wěn)定地保證轉(zhuǎn)子珩磨加工的尺寸精度、形狀精度和表面質(zhì)量。在程序中,給定的相 關(guān)主要參數(shù)簡介 : 工具連接器型號選擇 :FAM-0515 加工起始直徑為 :φ15.98 主軸轉(zhuǎn)速 :300rpm(即每分鐘珩磨刀具隨主軸旋轉(zhuǎn) 300 轉(zhuǎn)) 沖程長度 :26.5(即珩磨油石在轉(zhuǎn)子孔中作單邊行程為 26.5mm 的往復(fù)運動) 沖程速度 :110spm(即每分鐘的沖程次數(shù)為 110 次) 珩磨交叉網(wǎng)紋角度 :42.2 度 粗珩速度 :0.088 毫米 / 分鐘 粗珩停止直徑 :15.985 毫米(即加工到 φ15.985 毫米時切換到半精珩模式) 半精珩速度 :0.04 毫米 / 分鐘 半精珩停止直徑 :16.008 毫米(即加工到 φ16.008 毫米時切換到拋光模式) 精珩余量 :0.002(即加工到 φ16.01 毫米時切換到拋光模式) 精珩進(jìn)給速度 :0.025 毫米 / 分鐘 拋光時間 :2 秒 拋光進(jìn)給速度 :0(即拋光的過程就是空走的過程) 珩磨加工過程中珩磨油石對加工效率和表面質(zhì)量的影響至關(guān)重要,由于長時間的磨 削,珩磨油石中晶體面間距不同,在外力作用下晶體沿著面間距大的結(jié)晶面被劈開,會使磨 粒的強度大幅度降低,導(dǎo)致磨粒的碎裂,從而降低了珩磨油石的磨削性能,最終導(dǎo)致轉(zhuǎn)子內(nèi) 孔出現(xiàn)喇叭形孔、腰鼓形孔等現(xiàn)象,不滿足設(shè)計要求。
加工過程中出現(xiàn)情況時的調(diào)試方法 :
1)喇叭形孔 :縮短沖程長度,在“指定的頂部超程調(diào)整”欄輸入負(fù)的值 ;
2)腰鼓形孔 :縮短沖程長度,在“指定的頂部超程調(diào)整”欄輸入正的值 ;
3)“孔徑調(diào)整值”用來控制珩磨孔的大小,輸入正值孔徑增大,反之孔徑減小 ; 四、加工過程的控制 在機床剛開啟時,需用一件報廢了的轉(zhuǎn)子空走一遍,以檢查程序無誤后,再裝上零件進(jìn) 行加工,而首件零件加工時,最好使用手動方式,將第 1 ~ 3 個孔加工檢測合格后,在重新裝 夾,并用手動方式加工完余下的孔。
五、轉(zhuǎn)子內(nèi)孔的清理及清洗工作 加工完后需及時將轉(zhuǎn)子在干凈汽油中清洗干凈,特別注意在用毛刷刷洗轉(zhuǎn)子柱塞孔 時,不得損壞其光度。
六、轉(zhuǎn)子珩磨網(wǎng)紋的理論分析 加工后的零件表面具有微觀網(wǎng)紋結(jié)構(gòu),實踐證明,僅以表面粗糙度來定義承受高摩擦 負(fù)荷表面的質(zhì)量是遠(yuǎn)遠(yuǎn)不夠的,物體表面需具有兩個特性功能,一個是物體表面的良好支 承性,也就是說盡可能使物體的表面達(dá)到一個光滑的平臺表面,由此而獲得一個良好的動 態(tài)滑動性能,但是一旦表面太光滑,也就意味著在兩個運動物體間需要有足夠的潤滑油層 作為一個滑動媒體。珩磨網(wǎng)紋可起到這個滑動媒體。因此,珩磨網(wǎng)紋對產(chǎn)品工作狀態(tài)的潤 滑性和儲油性時很有利的。
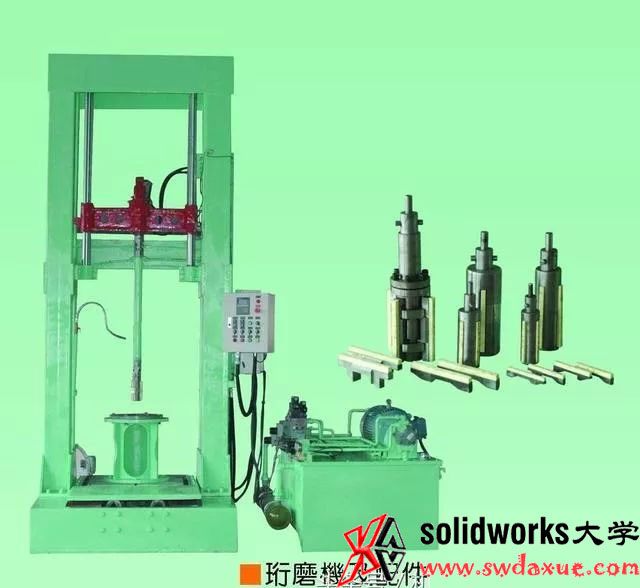
七、經(jīng)過反復(fù)的工藝試驗及技術(shù)探索,使立式珩磨加工在轉(zhuǎn)子柱塞孔的加工過程中得到了 首次突破,保證銅轉(zhuǎn)子內(nèi)孔的高精度加工要求 ; 其生產(chǎn)效率可由原來 50 臺 / 每月擴(kuò)大到 250 ~ 300 臺 / 每月,經(jīng)過批量投入的加工驗 證。
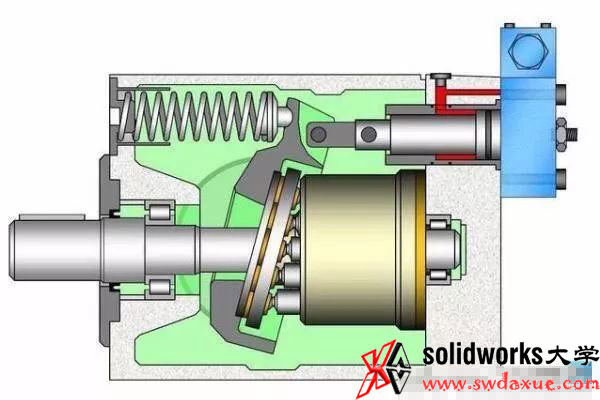
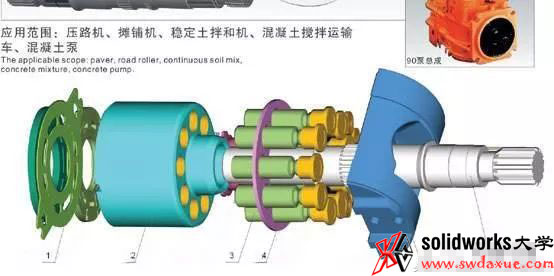
液壓柱塞泵優(yōu)點

使用立式珩磨機 實現(xiàn)柱塞孔的研磨加工,加工完成后的柱塞孔壁上形成的交叉細(xì)網(wǎng)紋,有利于潤滑油的儲 存和油膜的保持,從而延長了工件的使用壽命,很好的改善了柱塞孔的動態(tài)滑動性能。
加工過程中發(fā)熱量小,加工表面基本沒有熱損傷和變質(zhì)層,不僅能去除較大的加工余量, 還能提高柱塞孔的幾何精度,降低表面粗糙度。使轉(zhuǎn)子內(nèi)孔加工得到了突破,采用本發(fā)明的 方法柱塞孔的粗糙度可以達(dá)到 Ra0.05 ~ 0.01 效果非常理想。現(xiàn)有手工加工每月只能加工 50 臺,采用珩磨機加工后每月可加工 250 ~ 300 臺,大幅度提高了產(chǎn)品加工效率。
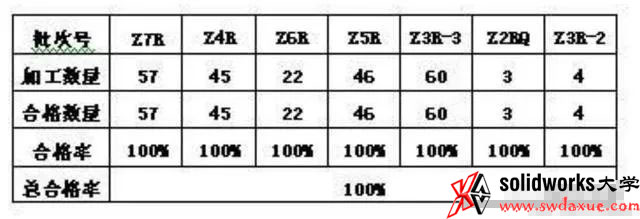
表一是采用本方法加工的轉(zhuǎn)子檢驗統(tǒng)計表。由此可見,通過對多個批次的檢驗合格率為 100%。為轉(zhuǎn)子的批量生產(chǎn) 奠定了有力的基礎(chǔ),開辟了新路。