

原文出處: Inventor 劉宗際姜嘉煒姜成偉孔令友孫玉民王建利賀鑫元高亮 Original Assignee 中捷機(jī)床有限公司 Priority date 2011-12-14 如對(duì)您的權(quán)益有所侵侵犯,請(qǐng)及時(shí)聯(lián)系網(wǎng)站刪除. 聯(lián)系方式: swdaxue@qq.com
近年來(lái),隨著能源、冶金、工程機(jī)械等行業(yè)的飛速發(fā)展,這些行業(yè)領(lǐng)域的許多關(guān)鍵 零部件都趨于大型化、復(fù)雜化,且各加工面要求的精度也很高,這就要求金屬切削機(jī)床發(fā)展 的重點(diǎn)主要集中在大扭矩,大行程,高精度的重型機(jī)床。
數(shù)控落地式銑鏜床是一種用于大型零部件機(jī)械加工的通用機(jī)械,廣泛應(yīng)用于能 源、冶金、工程機(jī)械等行業(yè),其最主要的結(jié)構(gòu)特征一是采用立柱支撐,二是由主軸箱和滑枕 構(gòu)成懸臂式運(yùn)動(dòng)部件。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
重型數(shù)控落地式銑鏜床是指主軸直徑不小于160mm,滑枕行程不小于 1200mm,(行程不小于 1200mm 即大行程滑枕)主軸行程不小于 1000mm 的落地式銑鏜床。而 大行程滑枕伸出時(shí)由于自身自重引起彎曲變形,從而影響到機(jī)床精度。所以說(shuō)對(duì)于大行程 滑枕的變形補(bǔ)償問(wèn)題是落地式銑鏜床制造技術(shù)的主要難點(diǎn)。微型公眾號(hào):solidworks教程網(wǎng)文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
目前解決滑枕伸出變形主要補(bǔ)償方法:
1. 利用預(yù)應(yīng)力撓曲加工方式實(shí)現(xiàn) 撓度補(bǔ)償,采用數(shù)控加工方法將滑枕的變形部分預(yù)先加工去除,使滑枕在工作伸出時(shí)處于 平直狀態(tài),該方法能夠產(chǎn)生一定的補(bǔ)償效果,但對(duì)滑枕的加工與裝配要求較高 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
2. 通過(guò)機(jī) 床數(shù)控系統(tǒng)實(shí)現(xiàn)滑枕?yè)隙妊a(bǔ)償?shù)姆椒ǎ摲椒ɡ脭?shù)控系統(tǒng)自動(dòng)檢測(cè)滑枕?yè)隙龋ㄟ^(guò)控制 Y 軸上升相應(yīng)的位移來(lái)實(shí)現(xiàn)補(bǔ)償,但它僅補(bǔ)償了滑枕的撓度,滑枕的彎曲變形并未考慮 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
3. 采用電液比例控制方式對(duì)滑枕低頭進(jìn)行補(bǔ)償,雖然取得了一定的補(bǔ)償效果,但是電液比 例控制需要準(zhǔn)確把握滑枕各個(gè)階段的變形函數(shù),對(duì)于快速運(yùn)動(dòng)的滑枕來(lái)說(shuō)往往會(huì)出現(xiàn)很大 的偏差 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
4. 采用液壓重心偏心補(bǔ)償法,在主軸箱前后分別安裝一個(gè)平衡錘以平衡因主軸箱 重心變化導(dǎo)致的滑枕低頭,該方法操作簡(jiǎn)單,但是因滑枕自身重力引起的滑枕低頭沒(méi)有徹 底解決。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
如果滑枕的撓度不能很好的解決,則當(dāng)主軸伸出時(shí),無(wú)疑滑枕的彎曲變形對(duì)主軸懸 垂起了放大的作用,從而影響了主軸移動(dòng)的直線度。因此,重型數(shù)控落地式銑鏜床需要一種 簡(jiǎn)易實(shí)用的機(jī)構(gòu)實(shí)現(xiàn)大行程滑枕變形的自動(dòng)補(bǔ)償。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3570.html

重型數(shù)控落地式銑鏜床的主軸滑枕精度補(bǔ)償技術(shù)
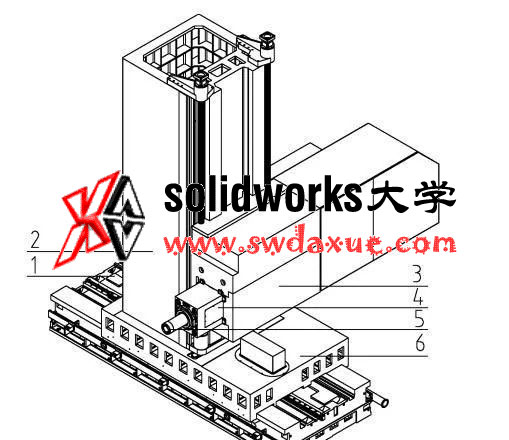
底部床身 1 及滑座 6 上垂直安裝立柱 2,立 柱 2 的一側(cè)立面上側(cè)掛主軸箱 3,水平狀態(tài)的滑枕 4 在數(shù)控落地式銑鏜床中起到連接主軸 箱 3 和主軸 5 的作用。
滑枕 4 整體外形為長(zhǎng)方體,軸向四面均為導(dǎo)軌面,內(nèi)部安裝銑軸和鏜 軸。滑枕及鏜軸可以做前后方向移動(dòng),當(dāng)滑枕及鏜軸伸出較長(zhǎng)時(shí),滑枕就會(huì)產(chǎn)生彎曲變形。
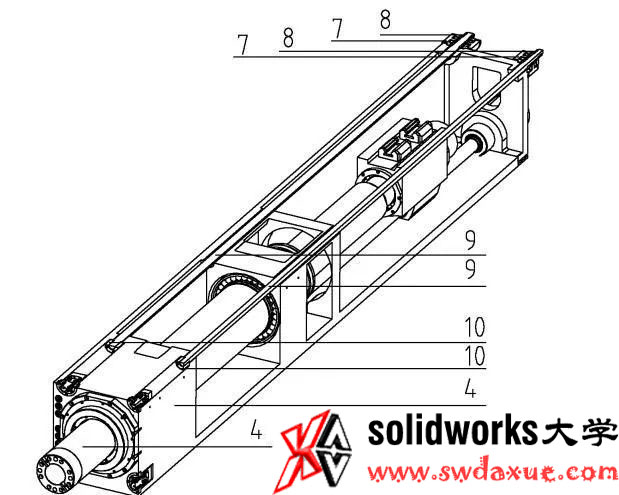
這種重型數(shù)控落地式銑鏜床的滑枕?yè)隙妊a(bǔ)償機(jī)構(gòu) , 其特征在于在截面 方形的滑枕 4 的內(nèi)部上方兩角處安裝兩個(gè)拉桿 9,雙拉桿 9 及油缸 7 的安裝布置見(jiàn)圖 2,拉 桿 9 前端通過(guò)前螺帽 10 與滑枕 4 固定,兩個(gè)拉桿 9 后端分別安裝液壓油缸 7,液壓油缸 7 與 滑枕 4 之間按照間隙配合徑向固定,最終通過(guò)拉桿 9 將滑枕 4、拉桿 9、油缸 7 三者串組后利 用液壓油缸 7 后端的套筒螺帽 8 將拉桿 9 后端與滑枕 4 后端兩上角固定。
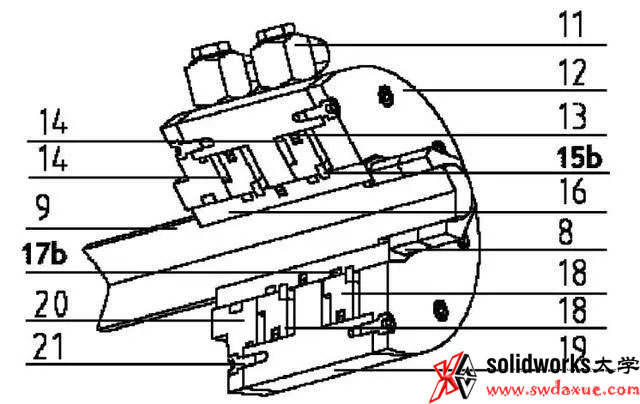
油缸內(nèi)部結(jié)構(gòu)見(jiàn)圖 3,其特征在于在拉桿 9 與活塞 18 之間設(shè)計(jì)一個(gè)套筒 16,起到 活塞與拉桿之間的連接作用,避開(kāi)了傳統(tǒng)的拉桿加工安裝油封所用的環(huán)形槽對(duì)加工設(shè)備及 加工方法要求較嚴(yán)的問(wèn)題。
套筒 16 結(jié)構(gòu)見(jiàn)圖 4,套筒 16 外壁有多個(gè)油封槽 17a,嵌入油封 圈 17b,通過(guò)套筒 16 連接活塞 18 與拉桿 9,套筒 16 與拉桿 9 之間由套筒螺帽 8 在拉桿 9 后 端將其固定為一體。
拉桿 9 與活塞 18 之間無(wú)相對(duì)運(yùn)動(dòng),通過(guò)活塞 18 上的擋環(huán) 15 b 將活塞 18 與套筒 16 兩者固定,擋環(huán) 15b 為兩個(gè)半圓形鋼片,擋環(huán) 15b 形狀見(jiàn)圖 5,其內(nèi)徑與套筒 16 外壁的擋環(huán)卡槽 15a 內(nèi)徑相同、見(jiàn)圖 4,其徑向高度大于套筒 16 外徑上擋環(huán)卡槽 15a 深度, 擋環(huán) 15b 成對(duì)嵌入套筒 16 與活塞 18 之間,保證兩者相對(duì)靜止,巧妙解決了活塞 18 與套筒 16 的固定問(wèn)題。
油缸 7 為增壓油缸 :即在缸體 19 內(nèi)活塞 18 的軸向方向加了兩組油腔 14, 使壓力成倍增加,以保證滑枕?yè)隙妊a(bǔ)償機(jī)構(gòu)所需的壓力。
油缸體 19 兩端通過(guò)后壓蓋 12、前壓蓋 20 及螺釘 21 連接后組成密閉油缸。活塞 18 與油缸 7 之間存在相對(duì)運(yùn)動(dòng),兩者之間由 高彈性油封 13 進(jìn)行油壓密封(多處油壓密封),小間隙配合,液壓油通過(guò)管接頭 11 進(jìn)入到兩 組油腔 14,活塞 18 在油缸 7 內(nèi)做微小往復(fù)滑動(dòng),帶動(dòng)拉桿 9 使滑枕 4 產(chǎn)生一個(gè)向后的拉力, 通過(guò)調(diào)整拉桿拉力來(lái)補(bǔ)償滑枕因重力引起的彎曲變形,進(jìn)而對(duì)滑枕?yè)隙冗M(jìn)行補(bǔ)償。隨著滑枕伸出長(zhǎng)度的不同,滑枕的自變形值也不同。
只有拉桿的拉力隨著相應(yīng)變 化才能滿足使用要求,因此在液壓回路上加裝一個(gè)電液比例閥來(lái)控制油缸壓力的大小。
油壓輸出為 0-100bar,最大提供拉力 30KN。隨著滑枕的伸出,電液比例閥控制油壓逐漸增大, 相反,滑枕回縮時(shí)控制壓力減小。
通過(guò)這樣的設(shè)置就可以保證滑枕在各個(gè)位置時(shí)其本身的直線度,從 而保證了滑枕的移動(dòng)精度。