

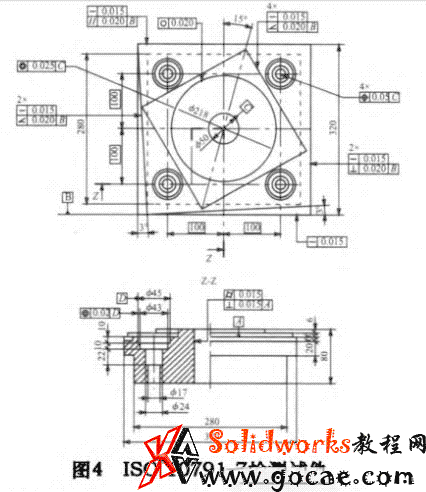
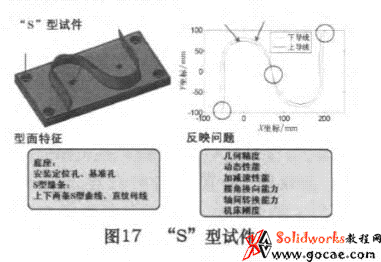
ISO 10791 第七部分定義了兩種類型的精加工試件,每種類型有兩種規(guī)格尺寸。第一種試件用于評(píng)定定位精度和輪廓誤差,以檢驗(yàn)加工中心的幾何特性。第二種試件用于檢測兩次間隔面銑削過程中是否存在接刀痕,用于評(píng)價(jià)機(jī)床 Z 軸精度是否一致。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
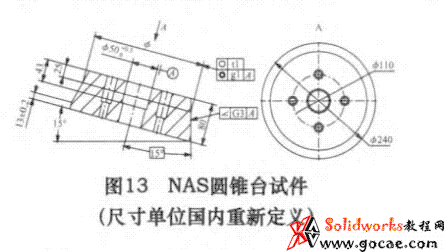
NAS 979 公布了一種用于檢測五軸加工輪廓精度的圓錐臺(tái)試件。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
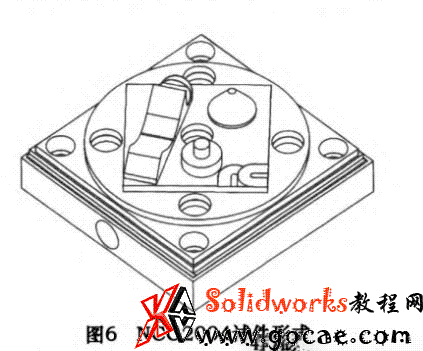
德國生產(chǎn)協(xié)會(huì)也發(fā)布了多種用于評(píng)價(jià)機(jī)床加工精度的測試試件,其中包括可用來檢測五軸機(jī)床加工精度的兩種類型測試試件。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
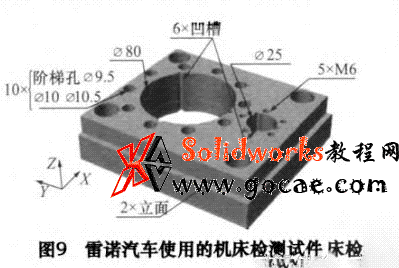
經(jīng)過多年發(fā)展,國際上出現(xiàn)了多種用于檢測機(jī)床精度的測試試件,大部分檢測元素都與 ISO 標(biāo)準(zhǔn)相似。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
然而,無論是三坐標(biāo)測試件還是五座標(biāo)測試件,都是用來評(píng)定機(jī)床加工精度是否符合設(shè)計(jì)和驗(yàn)收要求的測試試件,都無法進(jìn)行機(jī)床最大切削能力的測試和評(píng)定。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
切削能力的測試試件
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2917.html
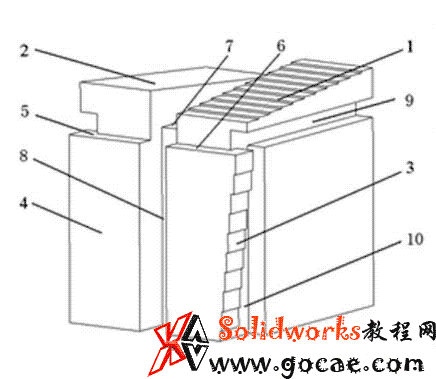
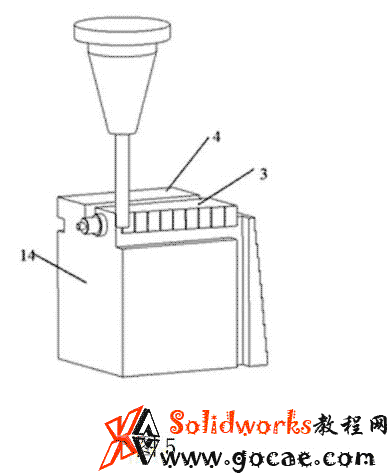
具體結(jié)構(gòu)如下 :由第一測試區(qū) 1 的作業(yè)面是位于水平方向的臺(tái)階面,水平方向的臺(tái)階面的各階梯高度差一致,階梯寬度一致,階梯長度逐級(jí)遞增 ;第二測試區(qū)2與第一測試區(qū)1相鄰,第二測試區(qū) 2 的作業(yè)面為一個(gè)位于水平方向的傾斜面 ;第三測試區(qū) 3 垂直于第一測試區(qū)1,第三測試區(qū) 3 的作業(yè)面是位于垂直方向的臺(tái)階面,垂直方向的臺(tái)階面高度差一致,階梯寬度一致,階梯長度從上至下逐級(jí)遞減,第四測試區(qū) 4 垂直于第二測試區(qū) 2,第四測試區(qū) 4 的作業(yè)面為垂直方向的平面,在各測試區(qū)域之間設(shè)有退刀槽 7、8、9、10、11、12,第一測試區(qū)1所在的水平面與第三測試區(qū)3所在的垂直面之間設(shè)有隔離區(qū)臺(tái)階6,在第二測試區(qū) 2 所在的水平面與第四測試區(qū) 4 所在的垂直面之間設(shè)有隔離區(qū)臺(tái)階 5。
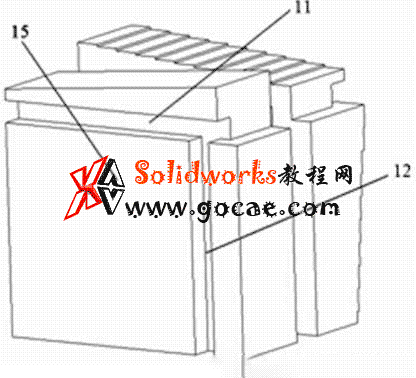
測試樣件加工方法 該試件由 120×120×100mm 的 7075 航空鋁合金試料加工而成。具體加工工序如下 :選用 120×120×100mm 試料,在確保各平面都具備作為加工基準(zhǔn)的條件下,以底面為基準(zhǔn),在試料一角加工出圖 1 中第四測試區(qū) 4 和第三測試區(qū) 3 的頂面臺(tái)階 5、6,以及第一測試區(qū) 1 和第二測試區(qū) 2 之間的退刀槽 7,采用逐層面銑削方式每間隔 10mm 深度加大 1mm 加工出第一測試區(qū) 1 的臺(tái)階面 ;以面 13 為基準(zhǔn)加工退刀槽 8 ;如圖 2 所示,以面 15 為基準(zhǔn)加工退刀槽 9、10,以逐層面銑削方式每間隔 10mm 深度加大 1mm 加工出第三測試區(qū) 3 的臺(tái)階面 ;
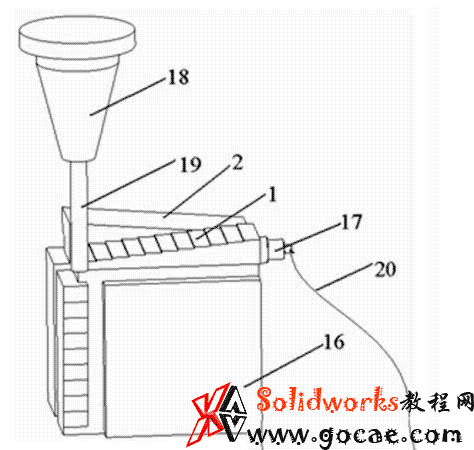
如圖 3 所示,以面 16 為基準(zhǔn),應(yīng)用直徑為 10mm 的立銑刀全寬加工出退刀槽 11、12,以側(cè)銑方式加工出第二測試區(qū) 2 的傾斜作業(yè)面。第二測試區(qū) 2 的垂直方向的平面作為第四測試區(qū) 4的作業(yè)面。外連傳感器增加制造系統(tǒng)成本,使用測力儀等裝置裝夾工件又會(huì)降低工件和夾具的整體剛度,更易產(chǎn)生顫振。此方法可以在不應(yīng)用加速度傳感器和振動(dòng)測試系統(tǒng)的前提下,通過直接切削試驗(yàn)在測試樣件不同作業(yè)區(qū)按如下切削方法,直觀獲得穩(wěn)定切削和不穩(wěn)定切削的參數(shù)范圍和臨界穩(wěn)定區(qū)域。若條件允許,利用振動(dòng)(加速度)傳感器進(jìn)行輔助測試,有助于辨識(shí)切削振幅、振動(dòng)頻率等參數(shù),幫助分析機(jī)床的切削能力,獲得更好的效果。
2. 切削試驗(yàn)方法 :
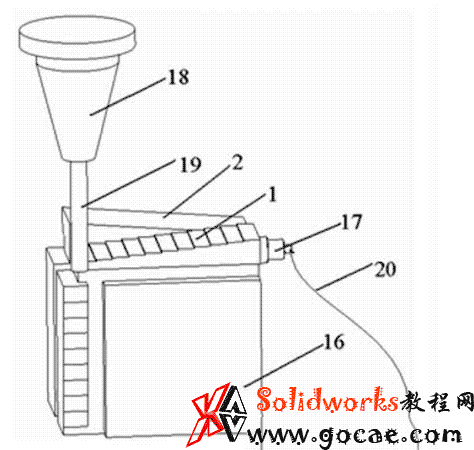
第一次裝夾,第一測試區(qū),如圖3所示,其中17是單方向加速度傳感器,18是刀柄,19 是銑刀,20 是加速度傳感器信號(hào)線 :銑刀直徑 :10mm~20mm ;主軸轉(zhuǎn)速 :機(jī)床最高轉(zhuǎn)速的 50%-70% ;進(jìn)給方向 :由左至右 ;每齒進(jìn)給量 :0.05mm/z ;徑向切深 :1mm ; 軸向切深 :初始軸向切深 1mm,沿水平方向進(jìn)給,經(jīng)過每階梯長度 10mm,切深增加1mm,最終軸向切深 12mm ; 銑削方式 :主軸正轉(zhuǎn),逆銑,側(cè)銑。
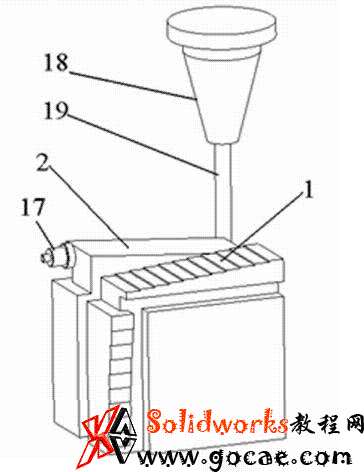
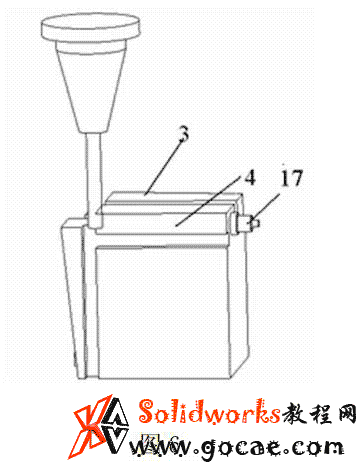
第二測試區(qū) : 第二測試區(qū)加工分為兩個(gè)部分。第一部分,如圖 4 所示,主軸正轉(zhuǎn),逆銑,側(cè)銑。通過與第一測試區(qū)相同的側(cè)銑方式完成軸向切深由淺到深的連續(xù)變參數(shù)顫振試驗(yàn) ; 銑刀直徑 :10mm~20mm ;主軸轉(zhuǎn)速 :機(jī)床最高轉(zhuǎn)速的 50%-70% ; 進(jìn)給方向 :由右至左 ;每齒進(jìn)給量 :0.05mm/z ;徑向切深 :1mm ;軸向切深 :初始軸向切深 1mm,沿水平方向,經(jīng)過斜面?zhèn)让嬷饾u增加,最終軸向切深 12mm。第二部分,變厚度變轉(zhuǎn)速端銑切削試驗(yàn)。利用銑刀端面在第二測試區(qū) 2 斜面上由退刀槽 7 開始向面 15 所在平面方向變轉(zhuǎn)速逐行切削斜面,連續(xù) 6 次,形成變轉(zhuǎn)速 - 切深加工表面 21,
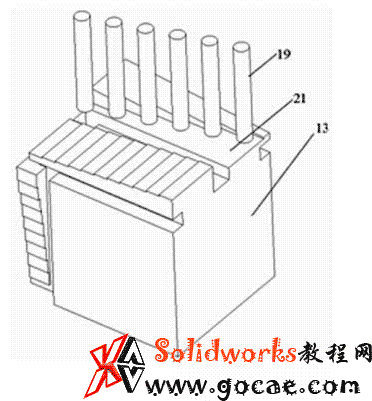
如圖 7 所示,直至距離面 15 剩余近 5mm 停止切削,以保留第二測試區(qū) 2 第一部分切削時(shí)獲得的變厚度加工側(cè)表面。銑刀直徑 :6mm ;主軸轉(zhuǎn)速 :機(jī)床由 1000rpm,每隔一行增加 1000rpm,共六行,最終 6000rpm ;切削進(jìn)給方向 :由右至左 ;每齒進(jìn)給量 :0.05mm/z ; 步距進(jìn)給方向 :由槽 7 向槽 5 方向 ; 徑向切深(步距):全寬 6mm ;軸向切深 :初始軸向切深 1mm,逐漸增加,最終軸向切深 12mm ; 銑削方式 :正轉(zhuǎn),對(duì)稱銑,槽銑。第二次裝夾,第三測試區(qū),
如圖 5 所示 :銑刀直徑 :10mm~20mm ; 主軸轉(zhuǎn)速 :機(jī)床最高轉(zhuǎn)速的 50%-70% ; 進(jìn)給方向 :由左至右 ;每齒進(jìn)給量 :0.05mm/z ; 徑向切深 :徑向初始切深 0mm,每 10mm 進(jìn)給切深增加 1mm。軸向切深 :1mm ;銑削方式 :正轉(zhuǎn),逆銑,側(cè)銑。第三次裝夾,第四測試區(qū),
如圖 6 所示 :銑刀直徑 :10mm~20mm ; 主軸轉(zhuǎn)速 :機(jī)床最高轉(zhuǎn)速的 10%-100%,每 10mm 進(jìn)給主軸轉(zhuǎn)速增加 10% ;進(jìn)給方向 :由左至右 ;每齒進(jìn)給量 :0.05mm/z ;徑向切深 :1 mm ; 軸向切深 :5 mm ;銑削方式 :正轉(zhuǎn),逆銑,側(cè)銑。
3. 測試結(jié)果的分析與評(píng)定
在不分析振動(dòng)傳感器 17 測得的振動(dòng)數(shù)據(jù)時(shí),單由第一、二、三、四測試區(qū)銑刀側(cè)刃加工表面分別可識(shí)別出在某一切深和切寬下發(fā)生顫振時(shí)的主軸轉(zhuǎn)速、在某一轉(zhuǎn)速和切寬下發(fā)生顫振的切削深度、以及在某一轉(zhuǎn)速和切深下發(fā)生顫振的切削寬度。
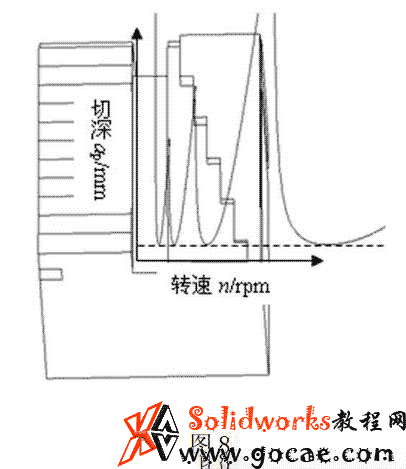
在一次裝夾進(jìn)行第二測試區(qū)的第二部分變軸向切深和轉(zhuǎn)速試驗(yàn)時(shí),可以在不借助外部設(shè)備的條件下,通過直接銑削加工找出發(fā)生顫振的轉(zhuǎn)速 - 切深匹配范圍,由加工表面使用直尺測繪出顫振穩(wěn)定域圖譜。即第二測試區(qū)在加工時(shí)用直徑為 6mm 的直角螺旋立銑刀逐行銑削平面后會(huì)由于切深和轉(zhuǎn)速的變化在一定匹配組合時(shí)引起顫振而在加工表面上形成振紋,從而在已加工表面 21 上形成明顯的顫振穩(wěn)定和不穩(wěn)定區(qū)域,至此,在不借助外部設(shè)備的條件下便形成了類似圖 8 顫振穩(wěn)定域圖譜。
在應(yīng)用振動(dòng)傳感器進(jìn)行機(jī)床顫振試驗(yàn)時(shí),利用檢測試件可以快捷獲得發(fā)生顫振的加工表面,方便試驗(yàn)設(shè)計(jì),可快捷進(jìn)行顫振模型的試驗(yàn)驗(yàn)證。利用振動(dòng)測試系統(tǒng)對(duì)裝有銑刀的主軸和工件進(jìn)行錘擊試驗(yàn),獲得銑刀和工件的各階頻率。試件切削過程中,應(yīng)用布置在零件端面沿銑刀進(jìn)給方向的單方向加速度傳感器測試并記錄進(jìn)給方向切削振動(dòng)。加工后的各區(qū)域表面利用粗糙度儀沿切削進(jìn)給方向獲得表面波動(dòng)曲線,將曲線做 FFT 變換獲得頻域曲線。由發(fā)生顫振的粗糙度波紋各階頻率與銑刀頻率、工件頻率、主軸回轉(zhuǎn)頻率以及切削顫振頻率比對(duì),識(shí)別出各頻率內(nèi)容,可以發(fā)現(xiàn)產(chǎn)生各部分加工表面的主要原因。
