


現(xiàn)有的設(shè)備對(duì)起重機(jī)行車(chē)輪組角箱加工主要是依靠刨削來(lái)完成的,產(chǎn)品的精度差,工人的勞動(dòng)強(qiáng)度高,生產(chǎn)的效率低。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2941.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2941.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2941.html
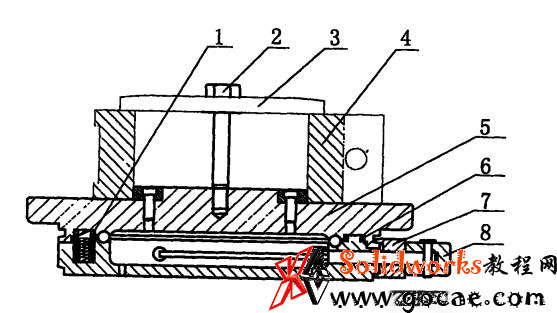
數(shù)控重型五軸加工中心用分度工作臺(tái)
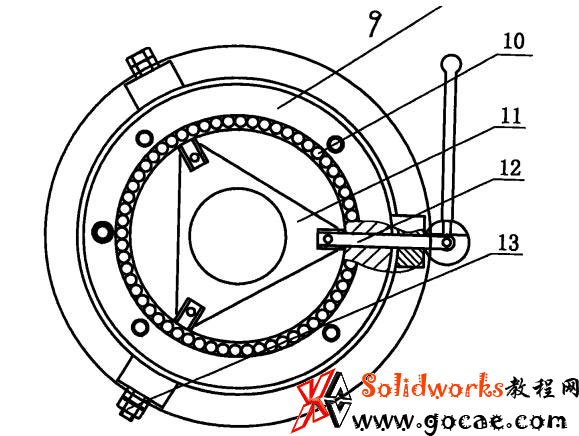
1、定位銷(xiāo) 2、壓緊螺栓 3、壓板 4、加工工件 5、旋轉(zhuǎn)工作臺(tái) 6、定位孔 7、鎖緊鍥塊 8、偏心輪 9、工作臺(tái)座 10、滾珠 11、鎖緊連接板 12、拉桿 13、調(diào)節(jié)螺母文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2941.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2941.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2941.html
工作臺(tái)座 9 里是一個(gè)夾緊機(jī)構(gòu),它是由鎖緊連接板 11 來(lái)連接兩個(gè)調(diào)節(jié)螺栓 13 和一個(gè)帶拉桿 12 和手柄的偏心輪 8 組成的,扳動(dòng)偏心輪 8 的手柄,拉桿 12 通過(guò)鎖緊連接板 11帶動(dòng)帶有彈簧的調(diào)節(jié)螺母工作,實(shí)現(xiàn)鎖緊鍥塊 7 對(duì)旋轉(zhuǎn)工作臺(tái)面 5 的鎖緊定位,工作臺(tái)座 9和旋轉(zhuǎn)工作臺(tái) 5 的接合面上開(kāi)有放置滾珠 10 的槽,工作臺(tái)座 9 上有一孔,孔的底部先放置彈簧,在置入頂端為有弧度的斜面的定位銷(xiāo) 1,旋轉(zhuǎn)工作臺(tái) 5 的接合面上開(kāi)有沿圓周均勻分布的四個(gè)定位孔 6,旋轉(zhuǎn)工作臺(tái) 5 旋轉(zhuǎn)時(shí),定位孔 6 轉(zhuǎn)至定位銷(xiāo) 1 位置時(shí),定位銷(xiāo) 1 自動(dòng)插入定位孔 6,由于定位銷(xiāo) 1 的頂部是有弧度的斜面,所以旋轉(zhuǎn)工作臺(tái) 5 只能沿一個(gè)方向旋轉(zhuǎn),不能逆轉(zhuǎn),實(shí)現(xiàn)對(duì)加工件 4 的定位,旋轉(zhuǎn)工作臺(tái) 5 以壓緊螺母 2 為中心,通過(guò)更換不同直徑的圓筒來(lái)滿(mǎn)足不同直徑的角箱放置定位,被加工的角箱定位后,再用壓緊螺栓 2 和壓板 3 固定。該裝置工作時(shí),產(chǎn)品在工作臺(tái)上自動(dòng)定位,自動(dòng)復(fù)位,并能一次加工成型,提高了工作效率,改善了工作人員的勞動(dòng)強(qiáng)度,有效地保證了產(chǎn)品的加工精度。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2941.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2941.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/2941.html