是機(jī)械制造過程中用來固定加工對象的一種結(jié)構(gòu),使物料占有正確的位置, 以接受施工或檢測的裝置。夾具又稱卡具。從廣義上說,在加工工藝過程中的任何工序,用 來迅速、方便、安全地安裝工件的裝置都可稱為夾具,例如焊接夾具、檢驗(yàn)夾具、裝備夾具和 機(jī)床夾具 ;其中機(jī)床夾具為最常見。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
在機(jī)床上加工工件時(shí),為使工件的表面能達(dá)到圖紙規(guī)定的尺寸、幾何形狀以及其 他表面的相互位置精度等技術(shù)要求,加工前必須將工件裝好,工件定位,夾牢、夾緊。夾具一 般的結(jié)構(gòu)為 :包括定位元件和夾緊裝置組成。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
在一般的機(jī)床中,夾具中的夾緊裝置一般是通過絲桿帶動夾具夾緊,該夾具的定 位元件一般就是工作臺面,這種夾具不能定心,人們要定心加工時(shí),工件通過上述的這種夾 具夾裝定位麻煩,不方便使用,再者通過絲桿進(jìn)行傳動夾緊,容易使工件偏移,影響工件的 加工精度。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
自定心柔性定位夾具優(yōu)點(diǎn)
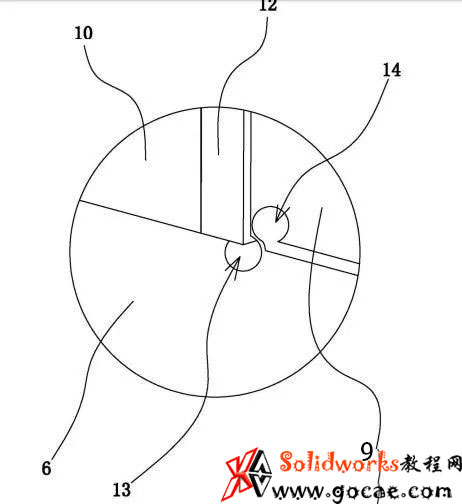
本柔性定位夾具分三個(gè)步驟夾緊定位,每個(gè)步驟之間都有微涼 調(diào)整夾具的誤差,圓槽一和圓槽二的設(shè)置不僅保證了夾緊定位的精度而且提高了抗震性。 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
自定心柔性定位夾具結(jié)構(gòu)介紹
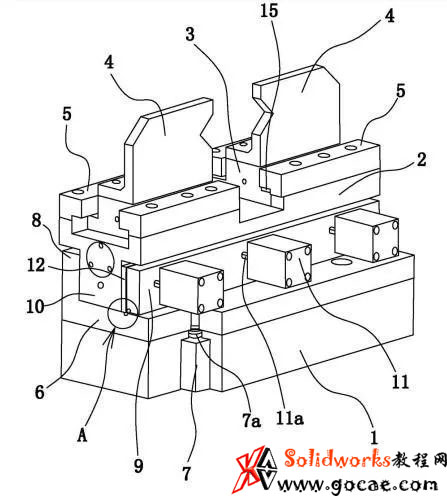
下圖中,1、底座 ;2、夾具體 ;3、鉗座 ;4、夾鉗 ;5、壓板 ;6、旋轉(zhuǎn)臺 ;7、油缸一 ;7a、油缸 軸一 ;8、擋板一 ;9、擋板二 ;10、凸塊 ;11、油缸二 ;11a、油缸軸二 ;12、鑲板 ;13、圓槽一 ;14、 圓槽二 ;15、青銅條。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
本柔性定位夾具包括底座 1、夾具體 2 和設(shè)置于夾具體 2 上的兩 個(gè)鉗座 3,兩個(gè)鉗座 3 的上表面上分別固連有夾鉗 4,夾具體 2 上固連有能壓制鉗座 3 的壓 板 5,夾具體 2 與底座 1 之間設(shè)置有旋轉(zhuǎn)臺 6,底座 1 的四個(gè)邊角處分別設(shè)置有豎直設(shè)置的 油缸一 7,油缸一 7 的油缸軸一 7a 與旋轉(zhuǎn)臺 6 相連,旋轉(zhuǎn)臺 6 上具有豎直設(shè)置的擋板一 8 和 擋板二 9,夾具體 2 的下部具有伸入擋板一 8 和擋板二 9 之間的凸塊 10,擋板二 9 的側(cè)壁上 橫向設(shè)置有若干個(gè)油缸二 11,油缸二 11 的油缸軸二 11a 伸入擋板二 9 內(nèi)與夾具體 2 相連。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3652.html
為了本柔性定位夾具的夾緊定位精度更高、抗震性更好,其擋板二 9 與夾具體 2 的 凸塊 10 之間設(shè)置有鑲板 12,旋轉(zhuǎn)臺 6 與擋板二 9 的邊角處開設(shè)有可供鑲板 12 的邊角伸入 的圓槽一 13,擋板二 9 內(nèi)靠近鑲板 12 的位置處開設(shè)有圓槽二 14。為了本柔性定位夾具的穩(wěn)定性更好、壽命更長,其鉗座 3 與壓板 5 之間設(shè)置有青銅 條 15。