

車銑是利用銑刀旋轉(zhuǎn)和工件旋轉(zhuǎn)的合成運(yùn)動(dòng)來實(shí)現(xiàn)對工件的切削加工 , 使工件 在形狀精度、位置精度、已加工表面完整性等多方面達(dá)到使用要求的一種先進(jìn)切削加工方 法。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
車銑復(fù)合加工不是單純的將車削和銑削兩種加工手段合并到一臺(tái)機(jī)床上 , 而是利用車 銑合成運(yùn)動(dòng)來完成各類表面的加工 , 是在當(dāng)今數(shù)控技術(shù)得到較大發(fā)展的條件下產(chǎn)生的一 種新的切削理論和切削技術(shù)。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
現(xiàn)有技術(shù)中,車銑加工中心只包括固定工件的主軸,和對該工件進(jìn)行加工的加工 裝置。在使用時(shí),一主軸和一相對應(yīng)的加工裝置,不能滿足多件工件的加工需求,且加工單 一。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
雙主軸車銑復(fù)合機(jī)床結(jié)構(gòu)設(shè)計(jì)優(yōu)點(diǎn):
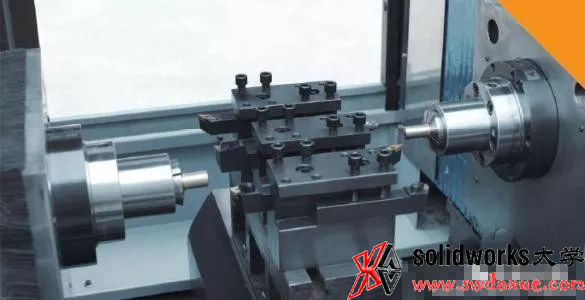
1、雙軸車銑復(fù)合機(jī)具有兩主軸和與該兩主軸相對應(yīng)的加工裝置,使得可同 時(shí)加工兩件加工件,有效提高工作效率,同時(shí),兩主軸可固定一工件,通過兩加工裝置對該 工件進(jìn)行分段加工,滿足不同的加工需求,且提高工作效率,相對需要兩臺(tái)加工機(jī)有效降低生產(chǎn)成本 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
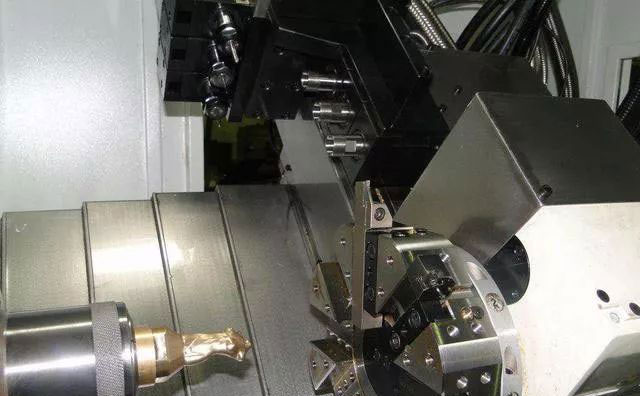
2、加工裝置上可安裝多種動(dòng)力刀塔裝置,介紹了兩種動(dòng)力刀塔結(jié)構(gòu),可實(shí) 現(xiàn)對工件端面和工件側(cè)面同時(shí)進(jìn)行加工,有效提高工作效率,該動(dòng)力刀塔上可安裝多種刀 具,有效減少安裝刀具所需要的時(shí)間,進(jìn)一步提高了工作效率 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3607.html
數(shù)控雙主軸車銑復(fù)合機(jī)床結(jié)構(gòu)介紹
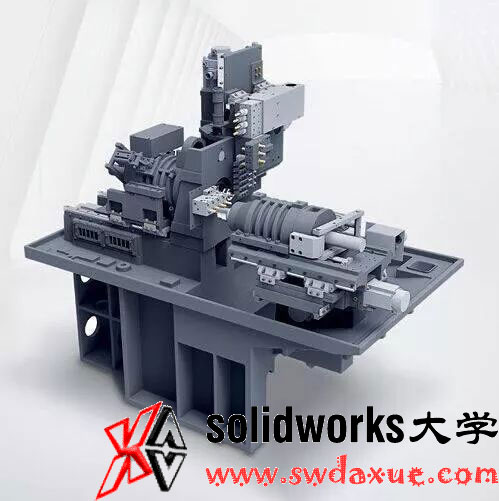
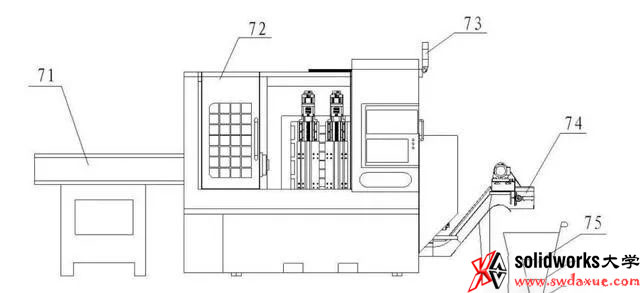
機(jī)座 4,機(jī)座 4 上兩側(cè)分別設(shè)置有 A 軸裝夾加工裝置 7 和 B 軸裝夾加工裝置 5,A 軸 裝夾加工裝置 7 與 B 軸裝夾加工裝置 5 對立設(shè)置,機(jī)座 4 上還設(shè)置有與 A 軸裝夾加工裝置 7 配合的 A 塔加工裝置 2,和與 B 軸裝夾加工裝置 5 配合的 B 塔加工裝置 3。
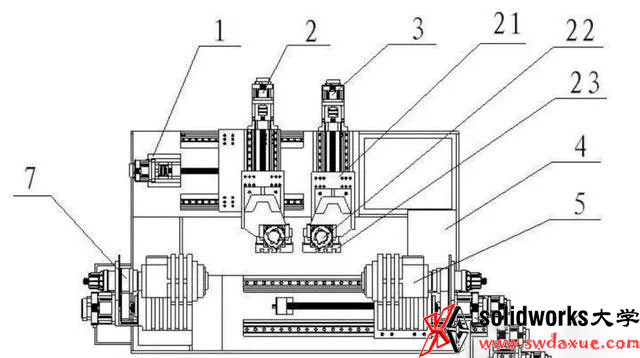
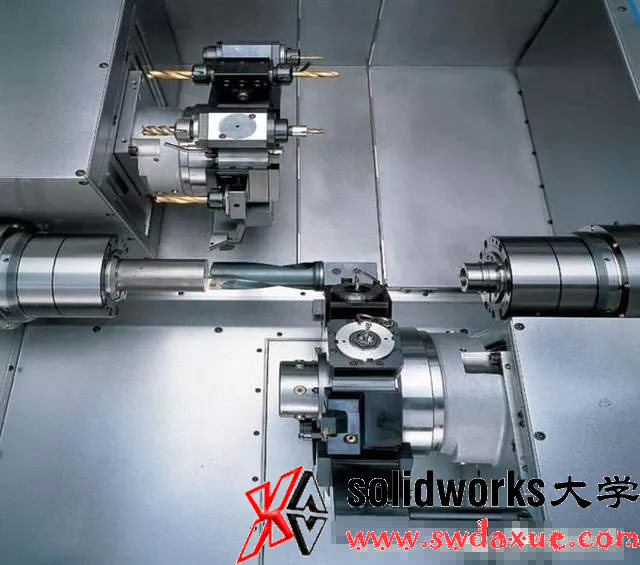
通過雙軸車銑復(fù)合機(jī)的使用,可實(shí)現(xiàn)同時(shí)加工兩件工件,包括固定在 A 軸裝夾加 工裝置上的第一工件,通過A塔加工裝置進(jìn)行加工 ;和固定在B軸裝夾加工裝置上的第二工 件,通過 B 塔加工裝置進(jìn)行加工,有效提高工作效率,為用戶帶來一定的經(jīng)濟(jì)效益,同時(shí)結(jié) 構(gòu)簡單,使用方便。
機(jī)座 4 與 B 軸裝夾加工裝置 5 之間還設(shè)置有左右移動(dòng)裝置 6。機(jī)座 4 與 A 塔加工裝置 2 之間還設(shè)置有左右移動(dòng)裝置 1。通過設(shè)置左右移動(dòng)裝置,實(shí)現(xiàn)左右移動(dòng)裝置帶動(dòng) B 軸裝夾加工裝置或 A 塔加工裝 置左右移動(dòng)。A 軸裝夾加工裝置位置固定,A 塔加工裝置對固定在 A 軸裝夾加工裝置內(nèi)的工 件進(jìn)行左右移動(dòng)加工 ;B塔加工裝置固定,B軸裝夾加工裝置左右移動(dòng),實(shí)現(xiàn)B塔加工裝置能 夠左右加工固定在第二裝置上的工件。
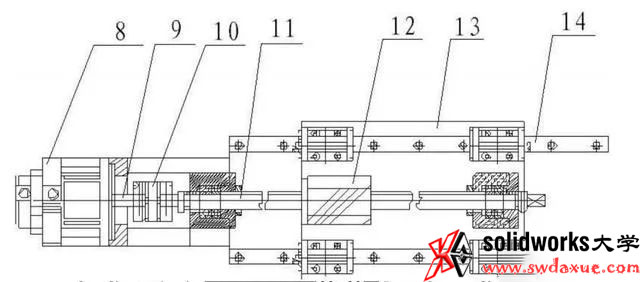
左右移動(dòng)裝置 6 包括電機(jī) 8、絲杠 11、聯(lián)軸器 10、尾座 12、滑軌 14 和 托板 13,電機(jī) 8 的輸出軸 9 與絲杠 11 通過聯(lián)軸器 10 連接,絲杠 11 與尾座 12 螺紋連接,拖 板 13 設(shè)置在尾座 12 上,托板 13 兩側(cè)分別通過滑軌 14 與機(jī)座 4 連接。B軸裝夾加工裝置或A塔加工裝置可設(shè)置在托板上,電機(jī)可控制A軸裝夾加工裝置 與 B 塔加工裝置距離移動(dòng),便于移動(dòng)距離的調(diào)節(jié),實(shí)現(xiàn)雙軸銑床多功能的操作。其中,左右移動(dòng)裝置 1 與左右移動(dòng)裝置 6 為相似結(jié)構(gòu)。根據(jù)安裝在托板上裝置的 大小調(diào)整托板的大小,還有根據(jù)安裝在托板上裝置的運(yùn)行距離設(shè)置不同的滑軌,滿足其加 工運(yùn)行的需要。,A 軸裝夾加工裝置 7 的軸線與 B 軸裝夾加工裝置 5 的軸線位于同一水 平線上。
A 軸裝夾加工裝置與 B 軸裝夾加工裝置可同時(shí)固定一工件,通過 A 塔加工裝置與 B 塔加工裝置對工件分段加工,此時(shí),B 軸裝夾加工裝置通過左右移動(dòng)裝置實(shí)現(xiàn)左右移動(dòng),滿 足較長工件的加工,工作時(shí),A 軸裝夾加工裝置與 B 軸裝夾加工裝置帶動(dòng)工件轉(zhuǎn)動(dòng),通過 A 塔加工裝置與 B 塔加工裝置移動(dòng)對工件進(jìn)行分段加工,有效提高工作效率。同時(shí),A 軸裝夾 加工裝置固定工件的首端,通過 A 塔加工裝置對該工件加工后,B 軸裝夾加工裝置通過左右 移動(dòng)裝置實(shí)現(xiàn)左移夾取工件的尾端,A 軸裝夾加工裝置松開,B 軸裝夾加工裝置夾取工件遠(yuǎn) 離 A 軸裝夾加工裝置,首端為未加工段,使工件的未加工段從 A 軸裝夾加工裝置內(nèi)抽出并遠(yuǎn) 離,通過 B 塔加工裝置對該未加工段進(jìn)行加工。相對于現(xiàn)有技術(shù),需要用戶取出工件,翻轉(zhuǎn) 工件固定在主軸內(nèi),具有自動(dòng)化化程度高,工作效率高,在實(shí)現(xiàn)這些功能的前提,都 要滿足 A 軸裝夾加工裝置的軸線與 B 軸裝夾加工裝置的軸線位于同一水平線上。
A 塔加工裝置 2 與 B 塔加工裝置 3 位于 A 軸裝夾加工裝置 7 軸線的一 側(cè),也可分別設(shè)置在 A 軸裝夾加工裝置 7 軸線的兩側(cè)。固定方式多樣,還可設(shè)置機(jī)械手于機(jī) 座的上方,使加工方式更加多樣,滿足復(fù)雜工件的加工。
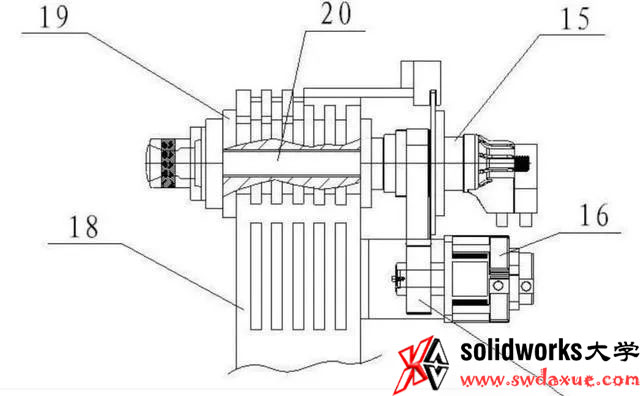
A 軸裝夾加工裝置 7 與 B 軸裝夾加工裝置 5 為相同結(jié)構(gòu),具體包括箱體 18、主軸 19、電機(jī) 16、拉桿 20 和回轉(zhuǎn)油缸 15,箱體 18 設(shè)置在機(jī)座 4 上,主軸 19 設(shè)置在箱體 18 上,電機(jī) 16 連接于箱體 18,電機(jī) 16 與主軸 19 之間通過同步輪和同步輪 17 進(jìn)行傳動(dòng)連 接,回轉(zhuǎn)油缸 15 與主軸 19 通過過渡盤連接在一起。其中,主軸為臺(tái)灣原裝主軸 A2-6, 同步帶為 8YU 同步輪,同步輪為 8YU 同步輪。
進(jìn)一步地,A 塔加工裝置 2 與 B 塔加工裝置 3 為相同結(jié)構(gòu),具體包括動(dòng)力刀塔 22、 上下移動(dòng)裝置 23 和前后移動(dòng)裝置 21,上下移動(dòng)裝置 23 設(shè)置在前后移動(dòng)裝置 21 上,動(dòng)力刀 塔 22 設(shè)置在上下移動(dòng)裝置 23 上。上下移動(dòng)裝置帶動(dòng)動(dòng)力刀塔上下移動(dòng),前后移動(dòng)裝置帶 動(dòng)動(dòng)力刀塔前后移動(dòng),實(shí)現(xiàn)對固定在主軸上的工件進(jìn)行加工。
動(dòng)力刀塔 22 包括電機(jī) 24、主傳桿 35、軸承 26、斜齒輪 34、限位套 33、動(dòng)力頭單元 29、電機(jī)法蘭 27 和箱體 32,電機(jī) 24 設(shè)置在電機(jī)法蘭 27 上端,箱體 32 設(shè)置在電機(jī)法蘭 27 的 下端,電機(jī)法蘭 27 上設(shè)置有電機(jī) 24 的輸出軸 36 能夠穿過的孔,主傳桿 35 的首端穿過箱體 32 套接輸出軸 36 外于該孔內(nèi),主傳桿 35 首端套接有軸承 26,軸承 26 通過第一鎖緊螺母 25 預(yù)緊軸承外圈,第一鎖緊螺母 25 與電機(jī)法蘭 27 螺紋連接,軸承 26 通過第二鎖緊螺母 28 預(yù) 緊軸承內(nèi)圈,第二鎖緊螺母 28 與主傳桿 35 螺紋連接,第一鎖緊螺母 25 與第二鎖緊螺母 28 分別設(shè)置在軸承 26 的兩側(cè) ;
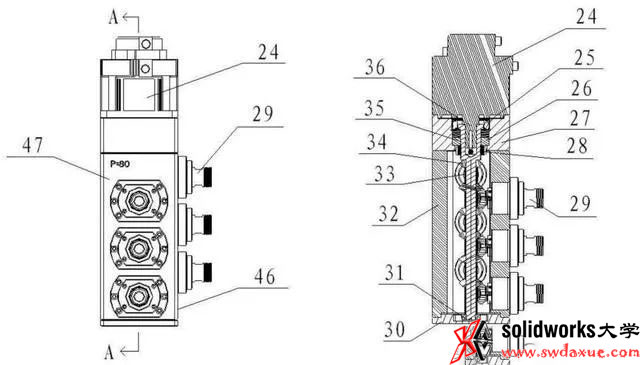
主傳桿 35 上設(shè)置有斜齒輪 34,兩相鄰的斜齒輪 34 之間設(shè)置限 位套 33 ;主傳桿 35 尾端套接有軸承 31,軸承 31 外套接有底板 30,底板 30 固定在箱體 32 底 部 ;動(dòng)力頭單元 29 包括動(dòng)力頭主軸桿和套接在動(dòng)力頭主軸桿 37 尾端的小斜齒輪 42,動(dòng)力 頭單元 29 設(shè)置在箱體 32 上,動(dòng)力頭主軸桿 37 尾端套接的小斜齒輪 42 穿過箱體 32 與設(shè)置 在主傳桿 35 兩相領(lǐng)的斜齒輪 34 嚙合。
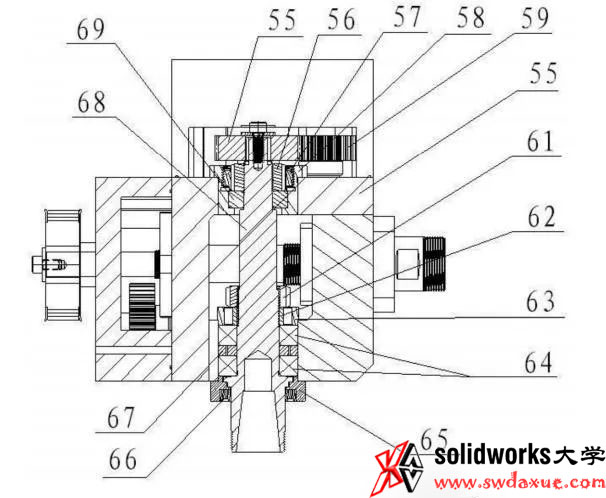
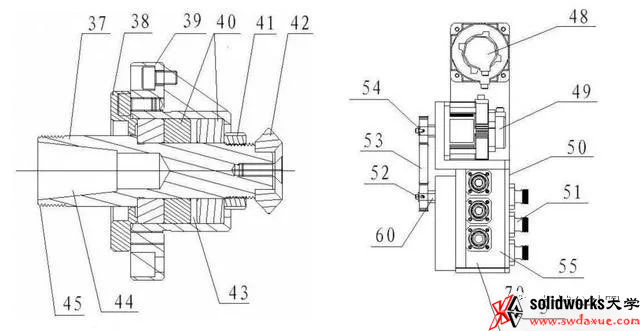
動(dòng)力頭單元 29 包括動(dòng)力頭主軸桿 37、小斜齒輪 42、中隔套 43、壓蓋 38、 鎖緊螺母 41、法蘭 39 和軸承 40,動(dòng)力頭主軸桿 37 中端依次套接有軸承 40、中隔套 43 和軸 承 40,軸承 40 外還套接有法蘭 39,法蘭 39 一側(cè)通過壓蓋 38 實(shí)現(xiàn)固定,法蘭 39 的另一側(cè)通 過鎖緊螺母 41 固定,壓蓋 38 套接于動(dòng)力頭主軸桿 37 外,鎖緊螺母 41 與動(dòng)力頭主軸桿 37 螺 紋連接,動(dòng)力頭主軸桿 37 尾端套接有小斜齒輪 42,
動(dòng)力頭主軸桿 37 首端設(shè)置有外螺紋 45, 動(dòng)力頭主軸桿 37 首端的端面設(shè)置有放置刀具的孔 44。箱體 32 上設(shè)置有六個(gè)動(dòng)力頭單元 29,其中,三個(gè)動(dòng)力頭單元設(shè)置在 箱體 32 的第一側(cè)面 46,另外三個(gè)動(dòng)力頭單元設(shè)置在箱體 32 的第二側(cè)面 47,第一側(cè)面 46 與 第二側(cè)面 47 相領(lǐng)。其中,法蘭 39 通過緊固件與壓蓋 38 連接,動(dòng)力頭單元 29 通過緊固件穿過法蘭 39 固定在箱體 32 上。
