

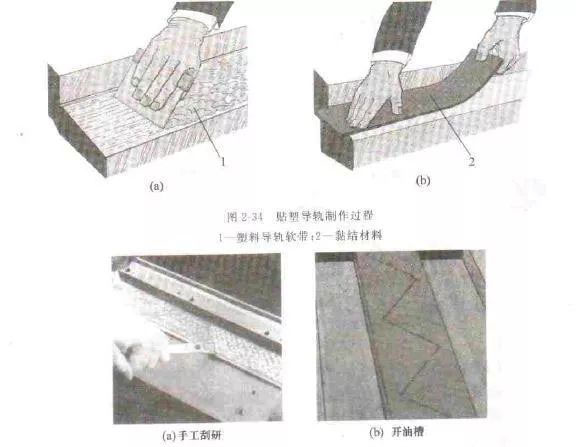
目前各機(jī)床制造廠家普遍采用的機(jī)床導(dǎo)軌面貼塑工藝是利用粘接劑將聚四氟乙烯導(dǎo)軌軟帶貼附于機(jī)床短導(dǎo)軌的貼膠面上。
這一工藝的操作過程為 :首先,將加工好的機(jī)床的短導(dǎo)軌 ( 動導(dǎo)軌或上導(dǎo)軌 ) 上用于貼附聚四氟乙烯導(dǎo)軌軟帶的貼膠面用清洗劑清洗干凈 ;然后,在上述的這些已清洗干凈的貼膠面上涂一層粘結(jié)膠 ;之后,將按照一定尺寸大小裁剪好的聚四氟乙烯導(dǎo)軌軟帶通過粘結(jié)膠貼附于機(jī)床短導(dǎo)軌 ( 動導(dǎo)軌或上導(dǎo)軌 ) 的貼膠面上形成耦合導(dǎo)軌面 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
然后,再用鋼板壓在貼附于機(jī)床短導(dǎo)軌 (動導(dǎo)軌或上導(dǎo)軌 )的聚四氟乙烯導(dǎo)軌軟帶的上面,并對鋼板施加一定的壓力保持 24小時 ;在經(jīng)過 24小時粘結(jié)膠干后拆除壓緊鋼板 ;最后,將貼附有聚四氟乙烯導(dǎo)軌軟帶的機(jī)床短導(dǎo)軌 (動導(dǎo)軌或上導(dǎo)軌 )的耦合導(dǎo)軌面與對應(yīng)加工好的機(jī)床的長導(dǎo)軌 ( 靜導(dǎo)軌或下導(dǎo)軌 ) 的導(dǎo)軌面反復(fù)配磨刮研,直至機(jī)床短導(dǎo)軌 ( 動導(dǎo)軌或上導(dǎo)軌 ) 的耦合導(dǎo)軌面與對應(yīng)的長導(dǎo)軌 ( 靜導(dǎo)軌或下導(dǎo)軌 ) 的導(dǎo)軌面達(dá)到相互滑動配合的技術(shù)要求。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
上述現(xiàn)有的這種利用粘結(jié)膠貼附聚四氟乙烯導(dǎo)軌軟帶來形成與機(jī)床的長導(dǎo)軌的導(dǎo)軌面滑動配合的機(jī)床短導(dǎo)軌的耦合導(dǎo)軌面的工藝所需的時間較長,效率較低,而且整個工藝過程十分復(fù)雜繁瑣,工人勞動強(qiáng)度很大,工作環(huán)境也較差。由此可見,現(xiàn)有的機(jī)床耦合導(dǎo)軌面貼塑工藝在方法與使用上,顯然仍存在有不便與缺陷,而亟待加以進(jìn)一步改進(jìn)。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
為了解決上述存在的問題,相關(guān)廠商莫不費(fèi)盡心思來謀求解決之道,但長久以來一直未見適用的設(shè)計被發(fā)展完成,而一般方法又沒有適切的方法能夠解決上述問題,此顯然是相關(guān)業(yè)者急欲解決的問題。因此如何能創(chuàng)設(shè)一種新的數(shù)控機(jī)床導(dǎo)軌注膠工藝,實(shí)屬當(dāng)前重要研發(fā)課題之一,亦成為當(dāng)前業(yè)界極需改進(jìn)的目標(biāo)。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3578.html
數(shù)控機(jī)床導(dǎo)軌注膠工藝介紹
數(shù)控機(jī)床導(dǎo)軌注膠工藝中具有已磨削的導(dǎo)軌面的第一零件與機(jī)床短導(dǎo)軌的第二零件配對進(jìn)行注膠的示意圖。
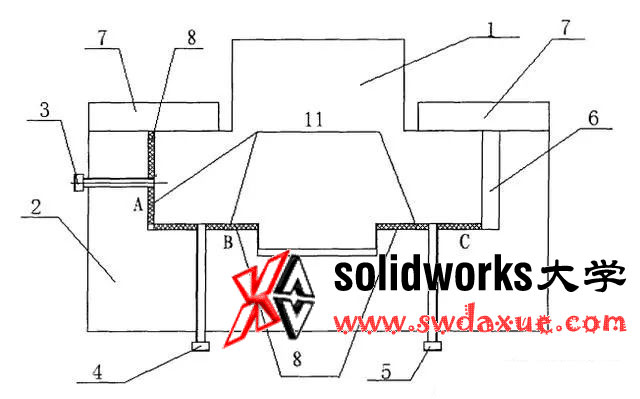
數(shù)控機(jī)床導(dǎo)軌注膠工藝是利用注膠工藝,并且通過使一個具有一已磨削好的導(dǎo)軌面 11 的第一零件 1 與數(shù)控機(jī)床的一短導(dǎo)軌的一第二零件 2 配對使用來形成數(shù)控機(jī)床短導(dǎo)軌的具有聚四氟乙烯導(dǎo)軌軟帶 9 的耦合導(dǎo)軌面 21 的方法。該方法具體包括以下步驟 :
步驟一,在注膠前,先用清洗劑將數(shù)控機(jī)床短導(dǎo)軌的第二零件 2 的注膠面 A、B、C 清洗干凈。
步驟二,向數(shù)控機(jī)床的短導(dǎo)軌的第二零件 2 內(nèi)旋入調(diào)節(jié)螺釘 3、4、5,并使調(diào)節(jié)螺釘3、4、5 穿透第二零件 2,而使調(diào)節(jié)螺釘 3、4、5 的螺釘尖伸出第二零件 2 的注膠面 A、B、C,并且使該螺釘尖高于該注膠面 A、B、C 一定距離。第二零件 2 具有三個注膠面 A、B、C,第一零件 1 的已磨削好的導(dǎo)軌面 11 與第二零件 2 的三個注膠面 A、B、C 之間是形成 1.5—— 2mm 的間隙,因此在具體操作時,需要對應(yīng)三個注膠面 A、B、C 分別配設(shè)三個調(diào)節(jié)螺釘 3、4、5,并且使這三個調(diào)節(jié)螺釘 3、4、5都旋入第二零件 2而分別穿出第二零件 2 的三個注膠面 A、B、C,同時使這三個調(diào)節(jié)螺釘 3、4、5 的螺釘尖高出三個注膠面 A、B、C2mm。
步驟三,用清洗劑將第一零件 1 的已磨削好的導(dǎo)軌面 11 清洗干凈。
步驟四,使用脫模劑處理第一零件 1 的已磨削好的導(dǎo)軌面 11,以防止后面注入的聚四氟乙烯液體導(dǎo)軌材料 8 膠粘在第一零件 1 已磨削好的導(dǎo)軌面 11 上。
其中該步驟是通過執(zhí)行以下兩步來實(shí)施的 :首先,在第一零件 1 的已磨削好的導(dǎo)軌面 11 上均勻的噴灑脫模劑 ;然后,在噴灑脫模劑后,用干凈的布將已磨削好的導(dǎo)軌面 11 上的脫模劑涂抹均勻。
步驟五,將第一零件 1 裝配于第二零件 2,并使第一零件 1 的已磨削好的導(dǎo)軌面 11與第二零件 2 的注膠面 A、B、C 對應(yīng)。
步驟六,通過調(diào)整調(diào)節(jié)螺釘 3、4、5 使第一零件 1 的已磨削好的導(dǎo)軌面 11 與第二零件 2 的注膠面 A、B、C 之間形成間隙。在本發(fā)明的一較佳的具體實(shí)施例中,在將第一零件 1 裝配于第二零件 2 后,是通過分別調(diào)整穿透第二零件 2 的三個注膠面 A、B、C 的調(diào)節(jié)螺釘 3、4、5 而使第一零件 1 的已磨削好的導(dǎo)軌面 11 與第二零件 2 的注膠面 A、B、C 之間形成 1.5——2mm 間隙。
步驟七,使用鑲條 6 和壓板 7 固定第一零件 1 與第二零件 2 之間的相對位置。其中,鑲條 6 是填充于第一零件 1 與第二零件 2 的非注膠面 A、B、C 之間形成的空隙內(nèi),以限制第一零件 1 相對于第二零件 2 的橫向位移。壓板 7 是壓在第一零件 1 與第二零件 2 上,以限制第一零件 1 相對于第二零件 2 的縱向位移。
步驟八,用密封條密封第一零件 1 與第二零件 2 之間形成的間隙的前后兩端。
步驟九,在間隙調(diào)整定位好后,向該間隙內(nèi)注入聚四氟乙烯液體導(dǎo)軌材料 8。其中聚四氟乙烯液體導(dǎo)軌材料 8 的注射可以是使用專用膠槍實(shí)施。
步驟十,經(jīng)過 24 小時,該間隙內(nèi)的聚四氟乙烯液體導(dǎo)軌材料 8 凝固在短導(dǎo)軌的第二零件 2 的注膠面 A、B、C 上,形成了具有聚四氟乙烯導(dǎo)軌軟帶 9 的耦合導(dǎo)軌面 21。其中,所形成的聚四氟乙烯導(dǎo)軌軟帶 9 與機(jī)床的短導(dǎo)軌的第二零件 2 的注膠面 A、B、C 在理論上能夠達(dá)到 100%的接觸,并且該耦合導(dǎo)軌面 21 的精度是與第一零件 1 的已磨削好的導(dǎo)軌面 11的精度完全相同。
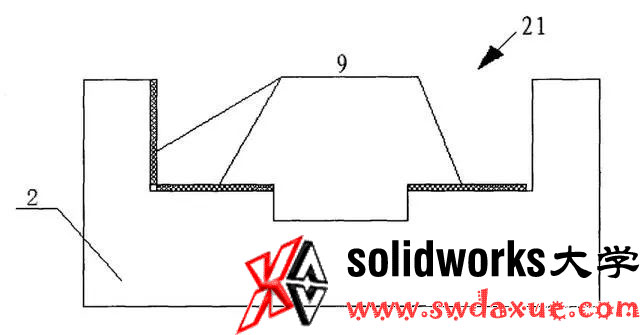
步驟十一,在形成耦合導(dǎo)軌面 21 后,依序拆除前述的壓板 7、鑲條 6、第一零件 1 及調(diào)節(jié)螺釘 3、4、5,即形成了如圖 所示的可以直接與該數(shù)控機(jī)床的一對應(yīng)的長導(dǎo)軌的已磨削好的導(dǎo)軌面滑動配合的數(shù)控機(jī)床的短導(dǎo)軌的具有聚四氟乙烯導(dǎo)軌軟帶 9 的耦合導(dǎo)軌面21,而不需要在進(jìn)行配研鏟刮工藝。其中圖是采用數(shù)控機(jī)床導(dǎo)軌注膠工藝所形成的具有聚四氟乙烯導(dǎo)軌軟帶的耦合導(dǎo)軌面的示意圖。
數(shù)控機(jī)床導(dǎo)軌注膠工藝優(yōu)點(diǎn)及有益效果
下圖中的是聚四氟乙烯液體導(dǎo)軌材料,利用一個已磨削好的導(dǎo)軌面與機(jī)床的短導(dǎo)軌的注膠面配對使用,并且在該注膠面與該已磨削好的導(dǎo)軌面之間形成間隙,然后向該間隙內(nèi)注入聚四氟乙烯液體導(dǎo)軌材料,在所注入的該聚四氟乙烯液體導(dǎo)軌材料凝固后形成與該機(jī)床的長導(dǎo)軌滑動配合的該機(jī)床的短導(dǎo)軌的具有聚四氟乙烯導(dǎo)軌軟帶的耦合導(dǎo)軌面。
工藝是通過將已磨削好的導(dǎo)軌面的精度復(fù)制到機(jī)床短導(dǎo)軌的耦合導(dǎo)軌面上形成具有聚四氟乙烯導(dǎo)軌軟帶的耦合導(dǎo)軌面。


其所形成的短導(dǎo)軌的耦合導(dǎo)軌面可以直接與數(shù)控機(jī)床對應(yīng)的長導(dǎo)軌的磨削好的導(dǎo)軌面滑動配合,而不需要再進(jìn)行配研鏟刮工藝。并且該工藝所形成聚四氟乙烯導(dǎo)軌軟帶與機(jī)床的短導(dǎo)軌在理論上能夠達(dá)到 100%的接觸。
因此能夠解決現(xiàn)有數(shù)控機(jī)床耦合導(dǎo)軌面貼塑后需要再進(jìn)行配研鏟刮工藝所造成的工作量較大且效率低、及工作環(huán)境較差的問題,有效的提高了工作效率,減輕了勞動強(qiáng)度。
聚四氟乙烯濃縮液為乳白色液體,系四氟乙烯聚合后在非離子型表面活性劑存在下的分散濃縮液,聚四氟乙烯固體含量在60%左右。經(jīng)分散濃縮液處理后的制品,具有卓越的化學(xué)穩(wěn)定性和卓越的耐化學(xué)腐蝕能力,如耐強(qiáng)酸、強(qiáng)堿、強(qiáng)氧化劑等,有突出的耐熱、耐寒及耐摩性。還有優(yōu)異的電絕緣性,且不受溫度與頻率的影響。
