

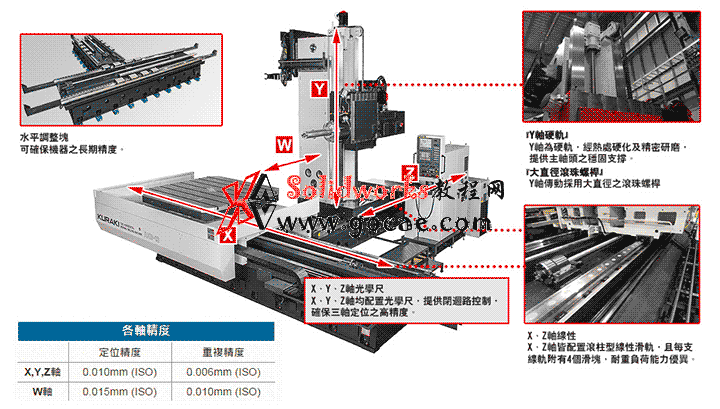
數(shù)控落地鏜銑床具有主軸箱、滑枕、滑座,滑枕的頭部安裝有直角銑頭等刀具;主軸箱通過絲杠傳動(dòng),沿立柱靜壓導(dǎo)軌上下運(yùn)動(dòng)(Y向),滑枕通過絲杠傳動(dòng),在主軸箱體內(nèi)部沿靜壓導(dǎo)軌做左右水平運(yùn)動(dòng)(X向),滑座沿設(shè)置于床身上的與滑枕導(dǎo)軌成直角的靜壓導(dǎo)軌水平運(yùn)動(dòng)(Z向);配上高精度回轉(zhuǎn)工作臺(tái),數(shù)控落地鏜銑床可以實(shí)現(xiàn)對(duì)工件的五面加工。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
由于機(jī)床上的主軸箱、滑枕、滑座是沿著立柱、主軸箱體、床身等大件上的導(dǎo)軌作運(yùn)動(dòng),通常在加工之前要將設(shè)置好尺寸位置的主軸箱、滑枕、滑座固定夾緊,現(xiàn)技術(shù)的夾緊方法是:在主軸箱、滑枕、滑座的上方設(shè)置杠桿,杠桿由控制鏜銑床動(dòng)作的液壓系統(tǒng)控制動(dòng)作用來壓緊主軸箱、滑枕、滑座進(jìn)行定位,采用的是單向卡緊。這種方法容易產(chǎn)生滑移,影響主軸箱、滑枕、滑座的定位精度,導(dǎo)致機(jī)床加工精度及產(chǎn)品質(zhì)量的降低。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
詳細(xì)介紹
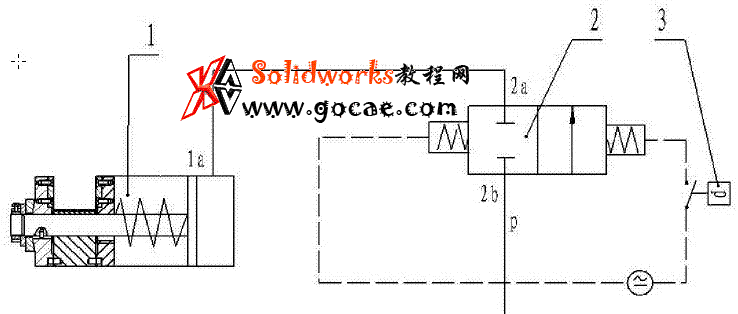
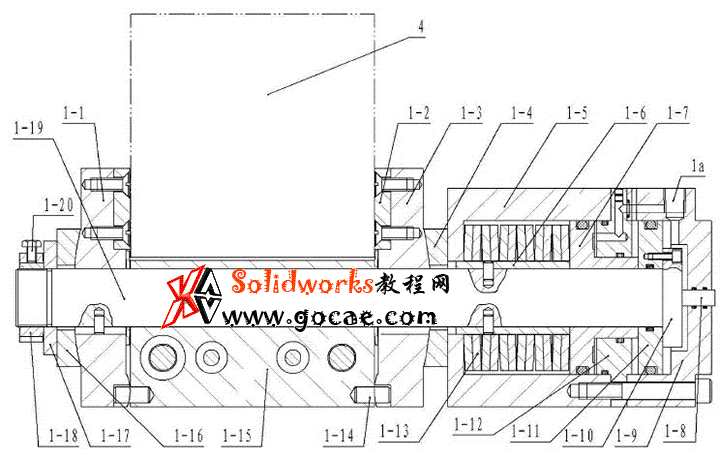
圖1所示的鏜銑床夾緊裝置,包括有油缸1、定位基座1-15和設(shè)置于定位基座1-15相對(duì)兩側(cè)的第一夾緊座1-1和第二夾緊座1-3,第一夾緊座1-1、第二夾緊座1-3上均通過螺釘固定有橡膠的夾緊塊1-2,油缸的活塞桿1-19依次穿過第一墊片1-4、第二夾緊座1-3、定位基座1-15和第一夾緊座1-1,第一夾緊座1-1和第二夾緊座1-3與定位基座1-15之間沿活塞桿1-19的軸向分別設(shè)置有導(dǎo)柱1-14;第一夾緊座1-1的外側(cè)設(shè)置有第二墊片1-16和第三墊片1-17,活塞桿1-19通過鎖緊螺母1-18和壓緊螺栓1-20與第三墊片1-17固定連接;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
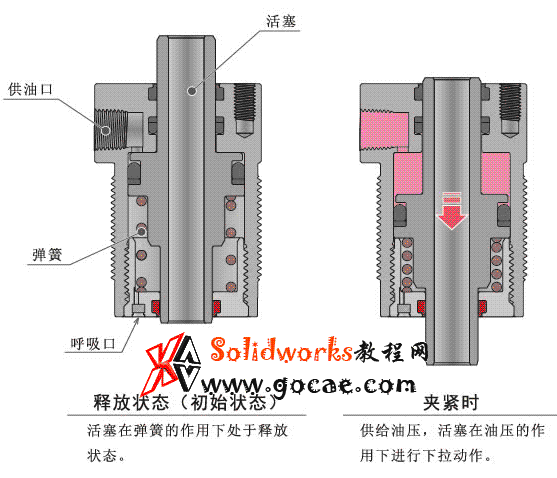
油缸具有缸體1-5,缸體1-5內(nèi)設(shè)置有套于活塞桿1-19上的軸套1-6和第一活塞1-7,軸套1-6通過螺栓固定連接于活塞桿1-19上,軸套1-6—端插入缸體1-5并與缸體1-5滑動(dòng)配合,在缸體1-5、第一活塞1-7和軸套1-6圍成的空間內(nèi)設(shè)置有彈簧1-13,在缸體1-5遠(yuǎn)離第二夾緊座1-3的一端依次連接有缸筒1-12和缸蓋1-9,缸筒1-12和缸蓋1-9之間設(shè)置有第二活塞1-11,第一活塞1-7具有穿過缸筒1-12與第二活塞1-11的一面相抵接的凸部,凸部的長(zhǎng)度大于缸筒1-12的厚度,第二活塞1-11的另一面固定有活塞桿擋板1-10,活塞桿擋板1-10與第二活塞1-11固定連接,活塞桿擋板1-10沿活塞桿1-19軸向設(shè)有伸入缸蓋1-9的導(dǎo)向柱1-8.文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
該導(dǎo)向柱1-8與缸蓋1-9滑動(dòng)配合;缸蓋1-9、第二活塞1-11、和活塞桿擋板1-10圍成油腔,缸蓋1-9上設(shè)置有連通該油腔的油口 la,該油口 Ia與液壓電磁閥2的第一油口 2a相連通,液壓電磁閥2的第二油口 2b與控制鏜銑床動(dòng)作的液壓油口相連通,液壓電磁閥2的閥控端與壓力繼電器3的觸點(diǎn)端、電源串聯(lián)形成回路,壓力繼電器3的油口與液壓電磁閥2的第二油口 2b相連通。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3749.html
工作時(shí),根據(jù)所要加工的工件的尺寸,設(shè)定好數(shù)控落地鏜銑床主軸箱、滑枕、滑座的位置,分別在主軸箱、滑枕、滑座四個(gè)面的每一面夾裝上本發(fā)明的夾緊裝置,開動(dòng)數(shù)控落地鏜銑床對(duì)工件進(jìn)行加工,進(jìn)行加工時(shí)當(dāng)壓力感應(yīng)器感應(yīng)到設(shè)定的壓力值時(shí),即發(fā)出信號(hào)給壓力繼電器的線圈端,此時(shí)壓力繼電器的觸點(diǎn)端感應(yīng)信號(hào)閉合,使液壓電磁閥的閥控端動(dòng)作,控制液壓電磁閥的油口張大或者縮小,以此控制油缸活塞伸出或者縮進(jìn),從而使與油缸活塞桿1-19連接的夾緊座帶動(dòng)夾緊塊1-2松開或者夾緊。
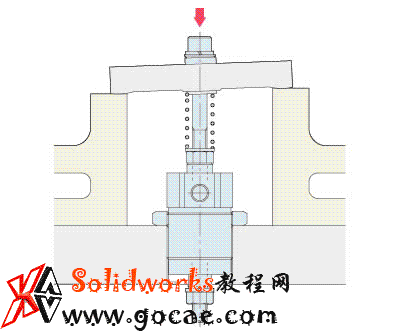
液壓電磁閥和壓力繼電器建立起電氣互鎖,根據(jù)加工時(shí)的壓力值隨時(shí)調(diào)整夾緊度,直到整個(gè)工件加工完成。本發(fā)明的夾緊裝置結(jié)構(gòu)簡(jiǎn)單可靠,.提高了機(jī)床加工精度以及產(chǎn)品質(zhì)量。

原文出處: CN104325297B 鏜銑床夾緊裝置 本文部分資料和圖片來源自網(wǎng)絡(luò)公開資料,僅為個(gè)人學(xué)習(xí)使用,非商業(yè)用途。 如對(duì)您的權(quán)益有所侵侵犯,請(qǐng)及時(shí)聯(lián)系網(wǎng)站刪除. 聯(lián)系方式: swdaxue@qq.com