

原文出處: 田春雨 (資陽(yáng)內(nèi)燃機(jī)車(chē)廠 工業(yè)公司設(shè)備修造廠 ,四川 資陽(yáng) 641301 如對(duì)您的權(quán)益有所侵侵犯,請(qǐng)及時(shí)聯(lián)系網(wǎng)站刪除. 聯(lián)系方式: swdaxue@qq.com
大型機(jī)床的安裝 、改造 、大修中 ,往往對(duì)其床身 、墊鐵 、 基礎(chǔ)系統(tǒng)的接觸剛度不夠重視 ,由于重力 、切削力等因素的 影響 ,使機(jī)床的幾何精度 、工作精度以及導(dǎo)軌副的接觸精度 很不穩(wěn)定 ,甚至?xí)斐蓪?dǎo)軌副拉傷等惡性事故 。不僅增大 了床身導(dǎo)軌修理和調(diào)平的工作量 ,而且降低了機(jī)床的使用 壽命 。接觸剛度不僅與接觸面的幾何形狀及加工精度有 關(guān) ,而且與安裝方法有直接關(guān)系 。在機(jī)床床身的安裝調(diào)平 中 ,提高其接觸剛度的主要措施如下 。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
1 提高床身 、墊鐵各接觸面的表面質(zhì)量
許多機(jī)床在大修改造時(shí) ,發(fā)現(xiàn)床身的安裝底面 、墊鐵的 各接觸面的表面質(zhì)量很差 ,有的甚至是毛坯面 。由于人們 對(duì)其表面質(zhì)量對(duì)接觸剛度的影響認(rèn)識(shí)不足 ,往往對(duì)此不夠 重視 。試驗(yàn)表明[ 1 ] ,當(dāng)墊鐵系統(tǒng)各接觸面為粗糙毛坯面時(shí) , 對(duì) 155mm ×150mm 與混凝土澆合墊鐵進(jìn)行計(jì)算 ,實(shí)測(cè)剛度 為 210N/μm ,降低墊鐵斜面粗糙度至 Ra 018μm 時(shí) ,剛度增 加到 320N/μm ,當(dāng)所有各接觸面的粗糙度都達(dá)到 Ra 018μm 時(shí) ,剛度增加到 1 900N/μm 。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
上述試驗(yàn)表明 , 床身安裝底 面 、墊鐵的各接觸面表面質(zhì)量越好 ,其接觸剛度越高 。為 此 ,在機(jī)床大修改造中 ,應(yīng)加工床身 (包括與床身緊固成一 體的立柱等部件) 的安裝底面 ,表面粗糙度 Ra ≤116μm ;可 調(diào)墊鐵的配合斜面表面粗糙度 Ra ≤018μm ; 上下面表面 粗糙度 Ra ≤116μm 。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
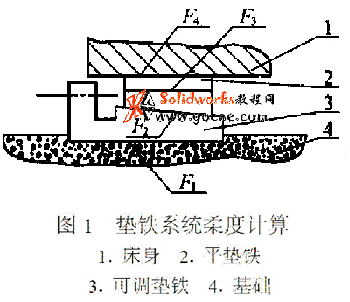
當(dāng)用舊地基基礎(chǔ)安裝機(jī) 床時(shí) ,有時(shí)墊鐵安裝基面標(biāo)高相差較大 ,往往需要在床身安裝底面和墊鐵之間加上補(bǔ)償尺寸用的平墊鐵,此時(shí),單件墊鐵的總?cè)岫葹?span id="qlczbtt" class="beupset59">文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
Cp = C1/ F1 + C2/ F2 + C3/ F3 + C4/ F4文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
式中 : Cp 為單件墊鐵的總?cè)岫?,cm/ N ; C1 、C2 、C3 、C4 為墊 鐵各接觸面的柔度系數(shù) ,cm3 / N ; F1 、F2 、F3 、F4 為墊鐵各 接觸面的面積 ,cm2 。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
每增加一塊墊鐵都會(huì)增大總?cè)岫?Cp 的 值 ,而 Cp 值的增大將會(huì)減小墊鐵支座的剛度系數(shù) ,亦減小 了墊鐵支座的抗壓剛度和抗扭轉(zhuǎn)剛度 。由此可見(jiàn) ,當(dāng)在床 身安裝底面與墊鐵之間需增加補(bǔ)償墊鐵時(shí) ,無(wú)論補(bǔ)償多少 尺寸 ,都只能加一塊平墊鐵 ,并將其上下接觸面加工至 Ra≤018μm ,平面度 ≤0102mm ,以減小對(duì)床身接觸剛度的影響 。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3685.html
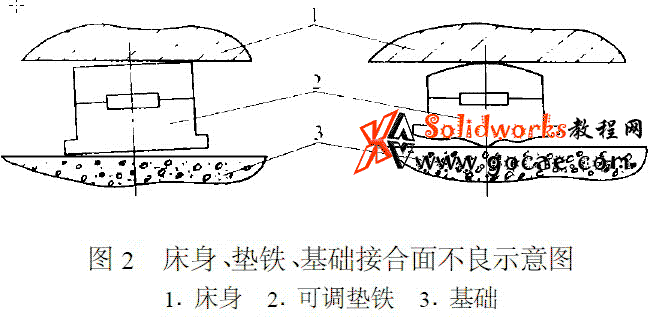
2 提高床身 、墊鐵 、基礎(chǔ)接合面接觸精度
如圖 2 所示 ,在床身的安裝中 ,由于床身安裝底面 、墊鐵 、基礎(chǔ)的接觸不良 ,有時(shí)甚至是一條線或一個(gè)點(diǎn) ,使其接 觸精度大幅度下降 。在床身調(diào)平時(shí) ,只要稍微增大地腳螺 母的扭矩 ,水平儀就會(huì)發(fā)生較大的變化 。各組墊鐵存在各 不相同的內(nèi)應(yīng)力 ,床身導(dǎo)軌的精度穩(wěn)定性極差 ,常常造成返 工 ,增大了床身調(diào)平的工作量和難度 。為此可采用壓漿法 或用膨脹水泥對(duì)墊鐵灌漿 ,以提高它與床身安裝底面和基 礎(chǔ)的接觸精度 。
當(dāng)采用壓漿法灌漿時(shí) ,應(yīng)注意以下要點(diǎn) 。
(1) 壓漿層的處理 。
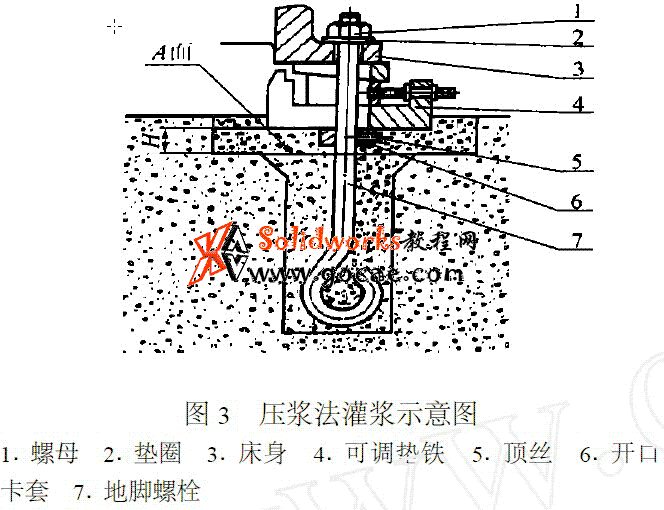
參閱圖 3 ,當(dāng)采用壓漿法灌漿時(shí) ,為保證壓漿層同基礎(chǔ)的結(jié)合強(qiáng)度 ,應(yīng)將 A 面細(xì)鏟成麻面 ,與地腳螺孔相接處應(yīng)鏟出 45°斜面 。對(duì)于舊基礎(chǔ)更需仔細(xì)地將舊混凝土鏟去 ,直 到露出無(wú)油灰色堅(jiān)固的混凝土層 ,并用鋼絲刷洗刷得到潔 凈的新面 。為了保證壓漿層有足夠的強(qiáng)度 , 其厚度 H ≥ 30mm。
(2) 墊鐵的吊裝 。 大型機(jī)床床身所用的一般都是可調(diào)墊鐵 ,將其吊裝于
床身底面前 ,均需將其拆洗 ,清理各表面的毛刺及污物 ,特 別注意配合斜面及螺紋處應(yīng)接觸良好 ,并均勻涂上鈣基潤(rùn) 滑脂 。同時(shí)用油石清理床身安裝底面相配位置 。
將全部墊 鐵調(diào)至最低位 ,即可按圖 3 所示的方法 ,用開(kāi)口卡套 6 將墊 鐵吊裝于床身底面 ,擰緊地腳螺母 1 ,使地腳螺栓克服頂絲 5 的摩擦力向上移動(dòng) ,調(diào)整全部螺栓露出螺母的高度一致 , 均為 2~3 個(gè)螺距 。這時(shí)即可保證墊鐵上平面與床身底面 接觸密實(shí) 。
對(duì)于舊機(jī)床基礎(chǔ) ,由于地腳螺栓已固定 ,此時(shí) ,可將床 身用臨時(shí)墊鐵粗平后 ,用開(kāi)口卡套 6 將墊鐵吊裝于床身底 面上 ,稍許調(diào)高墊鐵 ,當(dāng)開(kāi)口卡套 6 克服頂絲 5 的摩擦力下 移時(shí) ,即可保證墊鐵上平面與床身底面接觸密實(shí) 。
(3) 壓漿層的灌漿 。 壓漿層所用的細(xì)石混凝土同地腳螺栓孔所用的相同 ,
其標(biāo)號(hào)至少比基礎(chǔ)混凝土標(biāo)號(hào)高一級(jí) 。一般用 425 或 525 號(hào)水泥 ,5~15mm 粒徑的石子 ,按 1∶2∶3 (水泥∶砂∶石子) 的 配合比拌制 ;對(duì)于某些重型機(jī)床 ,由于對(duì)地腳螺栓孔灌漿層 的強(qiáng)度有較高的要求 ,亦可按 1∶215∶1 的配合比拌制 。

根據(jù)生產(chǎn)實(shí)際情況 ,壓漿層可與地腳螺栓一同灌漿 ,也可先灌滿地腳螺栓孔 ,待其達(dá)到規(guī)定強(qiáng)度的 75 %時(shí) ,再灌 墊鐵下面的壓漿層 。灌漿前 ,應(yīng)清理灌漿孔 ,并用水泥砂漿 清洗 ,保證基礎(chǔ)有一定的潮濕度 ,使灌漿層與基礎(chǔ)結(jié)合牢 固 。灌漿時(shí) ,應(yīng)注意搗固密實(shí) ,并防止水泥砂漿濺入墊鐵接 合面 。
灌漿后 ,馬上用抹布清除已濺到墊鐵接合面的砂漿 。 灌漿層需灑水養(yǎng)護(hù) ,養(yǎng)護(hù)期視氣溫而定 ,一般不少于 7 天 。當(dāng)壓漿層達(dá)到初凝后期 (手指撳壓還能略有凹印) 時(shí) , 調(diào)整墊鐵上升 ,在床身自重作用下 ,墊鐵推動(dòng)開(kāi)口卡套 6 下 移 ,將壓漿層壓緊 ,使墊鐵下平面與壓漿層緊密貼合 。為了 正確掌握初凝后期的壓漿時(shí)機(jī) ,灌漿完畢 ,應(yīng)隨時(shí)觀察 ,及 時(shí)調(diào)整 ,才能達(dá)到墊鐵與基礎(chǔ)接觸密實(shí)的效果 。