

目前,H 型鋼翼板和腹板上大小不同直徑的孔,都是用三個動力頭從左、右、上三個 不同方向分別鉆出來的。不但結(jié)構(gòu)復(fù)雜,而且孔直徑不同,需頻繁更換鉆頭,大大降低了工 作效率。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
自動換刀的優(yōu)點
當需要在型鋼上進行相應(yīng)孔徑的鉆孔時,圓齒輪箱驅(qū) 動裝置驅(qū)動圓齒輪箱轉(zhuǎn)動,直至安裝有相應(yīng)鉆頭的鉆削主軸處于豎直向下狀態(tài),此時通過 圓齒輪箱圓齒輪箱鎖止裝置鎖止固定,主軸驅(qū)動裝置驅(qū)動該鉆削主軸轉(zhuǎn)動,從而實現(xiàn)鉆孔工作。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
由于一個動力頭可以驅(qū)動若干鉆削主軸進行轉(zhuǎn)動鉆孔,因此方便了多鉆孔直徑的加 工,大大縮短了更換鉆頭的時間,提高了工作效率。由于各個鉆削主軸通過一個主軸驅(qū)動裝 置驅(qū)動,因此只有一個鉆削主軸旋轉(zhuǎn),其余鉆削主軸不選擇,因此避免了能量的無謂消耗, 充分發(fā)揮了電機能量,也避免了無謂的零件磨損。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
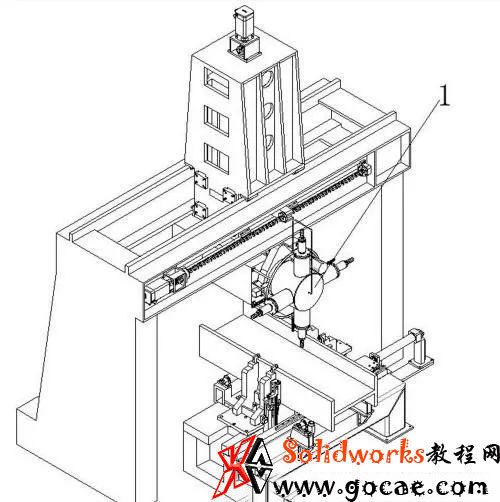
數(shù)控鉆銑床自動換刀的刀塔型動力頭結(jié)構(gòu)
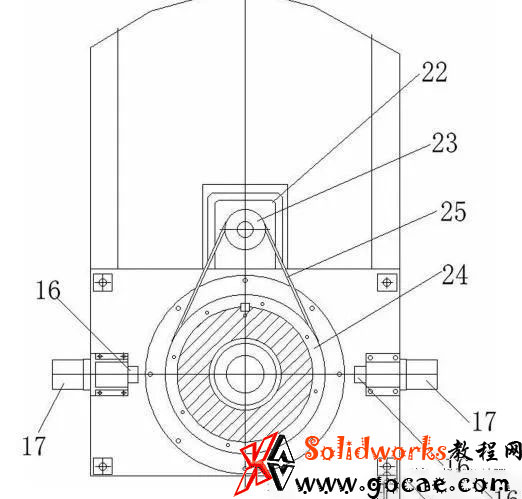
下圖中,1. 圓齒輪箱 2. 機架 3. 伺服電機Ⅰ 4. 驅(qū)動軸 5. 圓齒輪箱定位盤 6. 惰 輪定位盤 7. 惰輪安裝盤 8. 鉆削主軸 9. 主動錐齒輪 10. 從動錐齒輪 11. 惰輪 12. 缺口 Ⅰ 13. 定位氣缸Ⅰ 14. 插板Ⅰ 15. 缺口Ⅱ 16. 插板Ⅱ 17. 定位氣缸Ⅱ 18. 伺服電機Ⅱ 19. 同步帶輪Ⅰ 20. 同步帶輪Ⅱ 21. 同步帶Ⅰ 22. 伺服電機Ⅲ 23. 同步帶輪Ⅲ 24. 同步 帶輪Ⅳ 25. 同步帶Ⅱ。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
包括 :機架 2、通過軸承水平轉(zhuǎn)動安裝于機架 2 中的 圓齒輪箱 1、沿圓周方向均布設(shè)置并轉(zhuǎn)動安裝于圓齒輪箱 1 中的若干鉆削主軸 8、用于驅(qū)動 圓齒輪箱 1 相對機架 2 轉(zhuǎn)動的圓齒輪箱驅(qū)動裝置以及鉆削主軸驅(qū)動裝置,各個鉆削主軸 8 的軸線與圓齒輪箱 1 的軸線相垂直,當圓齒輪箱驅(qū)動裝置驅(qū)動圓齒輪箱 1 轉(zhuǎn)動至一鉆削主 軸 8 處于豎直向下的狀態(tài)時,該鉆削主軸 8 與鉆削主軸驅(qū)動裝置驅(qū)動連接,且圓齒輪箱 1 通 過圓齒輪箱鎖止裝置鎖止固定。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3631.html
當需要在型鋼上進行相應(yīng)孔徑的鉆孔時,圓齒輪箱驅(qū)動裝 置驅(qū)動圓齒輪箱 1 轉(zhuǎn)動,直至安裝有相應(yīng)鉆頭的鉆削主軸 8 處于豎直向下狀態(tài),此時通過圓 齒輪箱 1 圓齒輪箱鎖止裝置鎖止固定,主軸驅(qū)動裝置驅(qū)動該鉆削主軸 8 轉(zhuǎn)動,從而實現(xiàn)鉆孔 工作。由于一個動力頭可以驅(qū)動若干鉆削主軸 8 進行轉(zhuǎn)動鉆孔,因此方便了多鉆孔直徑的 加工,大大縮短了更換鉆頭的時間,提高了工作效率。由于各個鉆削主軸 8 通過一個主軸驅(qū) 動裝置驅(qū)動,因此只有一個鉆削主軸 8 旋轉(zhuǎn),其余鉆削主軸 8 不選擇,因此避免了能量的無謂消耗,充分發(fā)揮了電機能量,也避免了無謂的零件磨損。
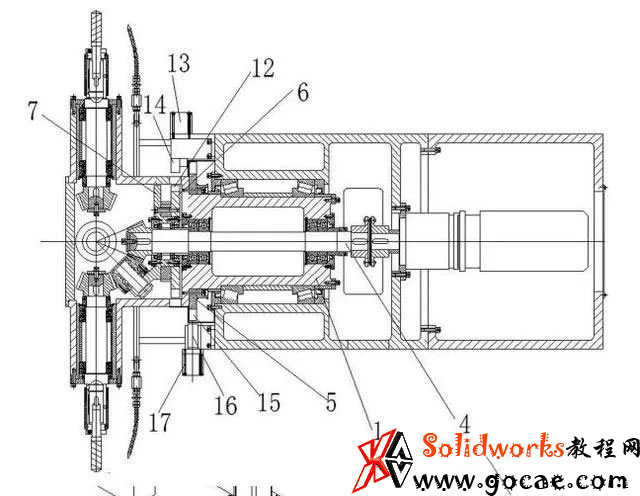
圓齒輪箱驅(qū)動裝置可以為如下結(jié)構(gòu),其包括安裝于機架 2 上的伺服電機Ⅲ 22,安 裝于伺服電機Ⅲ 22 輸出軸上的同步帶輪Ⅲ 23 以及安裝于圓齒輪箱 1 上的同步帶輪Ⅳ 24,同步帶Ⅱ 25 傳動連接于同步帶輪Ⅲ 23 以及同步帶輪Ⅳ 24。伺服電機Ⅲ 22 轉(zhuǎn)動通過同步帶Ⅱ 25 帶動圓齒輪箱 1 轉(zhuǎn)動實現(xiàn)各個鉆削主軸工位的旋轉(zhuǎn)切換。進一步的,圓齒輪箱 鎖止裝置可以為如下結(jié)構(gòu),其包括安裝于機架 2 上的若干定位氣缸Ⅱ 17、安裝于定位氣缸 Ⅱ 17 上活塞桿頭端的插板Ⅱ 16 以及安裝于圓齒輪箱 1 上的圓齒輪箱定位盤 5,圓齒輪箱 定位盤 5 沿圓周方向均布設(shè)置有若干缺口Ⅱ 15,當圓齒輪箱 1 旋轉(zhuǎn)到位后,定位氣缸Ⅱ 17 推動插板Ⅱ 16 插入相對應(yīng)的缺口Ⅱ 15 中,因此實現(xiàn)圓齒輪箱 1 旋轉(zhuǎn)到位后的鎖止固定。
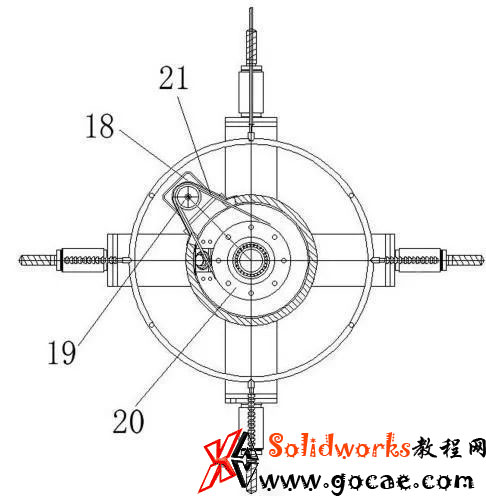
鉆削主軸驅(qū)動裝置為如下結(jié)構(gòu),通過軸承轉(zhuǎn)動安裝于圓齒輪箱 1 中的 驅(qū)動軸 4、安裝于機架 2 中且連接于驅(qū)動軸 4 的伺服電機Ⅰ 3、安裝于驅(qū)動軸 4 頭端的主動 錐齒輪 9、通過軸承轉(zhuǎn)動安裝于驅(qū)動軸 4 上的惰輪安裝盤 7、轉(zhuǎn)動安裝于惰輪安裝盤 7 上的 惰輪 11 以及安裝于各個鉆削主軸尾端的從動錐齒輪 10,機架 2 上安裝有伺服電機Ⅱ 18, 伺服電機Ⅱ 18 的輸出軸上安裝有同步帶輪Ⅰ 19,同步帶輪Ⅱ 20 與惰輪安裝盤 7 同軸固 定,同步帶Ⅰ 21 傳動連接于同步帶輪Ⅰ 19 以及同步帶輪Ⅱ 20。伺服電機Ⅰ 3 轉(zhuǎn)動驅(qū)動 驅(qū)動軸 4 帶動主動錐齒輪 9 轉(zhuǎn)動,當一鉆削主軸 8 處于豎直向下的狀態(tài)時,伺服電機Ⅱ 18 驅(qū)動惰輪安裝盤 7 轉(zhuǎn)動至惰輪 11 分別與該鉆削主軸 8 上的從動錐齒輪 10 以及主動錐齒輪 9 相嚙合,惰輪 11 的位置通過惰輪鎖止裝置鎖止固定。此時伺服電機Ⅰ 3 輸出動力即可傳 遞至對應(yīng)的鉆削主軸 8 轉(zhuǎn)動,實現(xiàn)鉆孔工作。惰輪鎖止裝置可以為如下結(jié)構(gòu),其包括惰輪安 裝盤 7 同軸固定的惰輪定位盤 6、安裝于機架 2 上的若干定位氣缸Ⅰ 13 以及安裝于定位氣 缸Ⅰ 13 活塞桿頭端的插板Ⅰ 14,惰輪定位盤 6 沿圓周方向均布設(shè)置有若干缺口Ⅰ 12,當 惰輪 11 分別與相應(yīng)的從動錐齒輪 10 以及主動錐齒輪 9 相嚙合時,定位氣缸Ⅰ 13 推動相應(yīng) 的插板Ⅰ 14 插入對應(yīng)的缺口Ⅰ 12 中,實現(xiàn)將惰輪定位盤 6 的位置鎖止固定。
鉆削主軸 8 可以有四個,其相互呈十字狀轉(zhuǎn)動安裝于圓齒輪箱 1 中。四個鉆削動 力頭已基本滿足多鉆孔直徑的加工需求。