

本方摘自:何忠秋 上海機(jī)床廠有限公司 寫的文章(《精密制造與自動(dòng)化》2014年第1期),其安裝方法及檢測(cè)都是與加工中心、數(shù)控車床是一樣的,非常的簡(jiǎn)潔而明了,是提高直線導(dǎo)軌裝配技術(shù)不錯(cuò)的學(xué)習(xí)資料!
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
本文結(jié)合200系列數(shù)控端面外圓磨床墊板部件,對(duì)直線導(dǎo)軌的安裝做一介紹。在滾動(dòng)直線導(dǎo)軌副中,由于承載鋼球多,對(duì)誤差有均化作用,導(dǎo)軌彈性變形又能夠降低安裝面的誤差,多個(gè)滑塊對(duì)誤差也有均化作用,安裝在導(dǎo)軌上的運(yùn)動(dòng)件的運(yùn)動(dòng)誤差將減小至安裝基面誤差的1/2~1/5,所以,滾動(dòng)直線導(dǎo)軌副安裝基面的精度越高就越能保證直線導(dǎo)軌的移動(dòng)精度。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
數(shù)控端面外圓磨床滾動(dòng)直線導(dǎo)軌副對(duì)安裝基面的要求:
(1)兩安裝面在垂直面內(nèi)的直線度;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
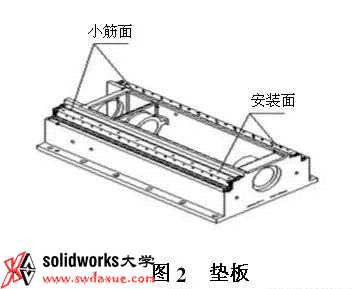
(2)兩小筋面在垂直平面內(nèi)的直線度;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
(3)小筋面與安裝面的垂直度;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
(4)小筋面、安裝面與絲杠安裝孔軸線的平行度,如圖2所示。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
各項(xiàng)精度的具體數(shù)值要求應(yīng)根據(jù)系列化磨床的工作精度而定。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
數(shù)控端面外圓磨床滾動(dòng)直線導(dǎo)軌副安裝的工藝要求
滾動(dòng)直線導(dǎo)軌副的安裝步驟如下:文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3595.html
(1)直線導(dǎo)軌的裝配精度一般要求較高,一些細(xì)微的不足之處都可能導(dǎo)致精度的偏差,所以在安裝直線導(dǎo)軌之前,一定要仔細(xì)地清潔導(dǎo)軌面。用油石修去表面的毛刺及微小凸出部位,將導(dǎo)軌安裝面上的所有螺孔用螺絲攻復(fù)攻一遍,孔口必須倒角,吹干凈螺孔內(nèi)的殘留鐵屑,并用手?jǐn)Q緊所有的螺釘(要求能擰到底)。
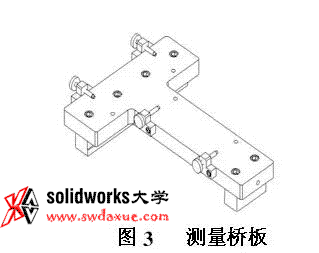
(2)墊板上各導(dǎo)軌安裝面的精度是在機(jī)加工的時(shí)候依靠磨床本身的精度來保證的,磨床本身的誤差也同步映射到墊板導(dǎo)軌的安裝面上。加工后在磨床上進(jìn)行測(cè)量也包含了磨床的誤差,而且需要在機(jī)加工后放置一段時(shí)間,加工應(yīng)力需要釋放,此時(shí)墊板直線導(dǎo)軌安裝面的精度會(huì)有所改變。針對(duì)這個(gè)情況,需要根據(jù)墊板的尺寸設(shè)計(jì)一套專用的工裝來測(cè)量導(dǎo)軌安裝面的精度,如圖3所示。
在沒有這個(gè)工裝之前,在裝配時(shí)是不會(huì)測(cè)量直線導(dǎo)軌安裝面的精度,一般是按車間的加工精度來裝配直線導(dǎo)軌。等裝好直線導(dǎo)軌后再對(duì)直線導(dǎo)軌的精度進(jìn)行測(cè)量,而在測(cè)量精度的時(shí)候常常會(huì)有個(gè)別精度超差,這是因?yàn)樵谘b配前沒有對(duì)直線導(dǎo)軌的安裝面進(jìn)行測(cè)量,不知道導(dǎo)軌安裝面的哪項(xiàng)精度已經(jīng)超差,因此只能拆下直線導(dǎo)軌后再將墊板送到加工車間進(jìn)行修磨。
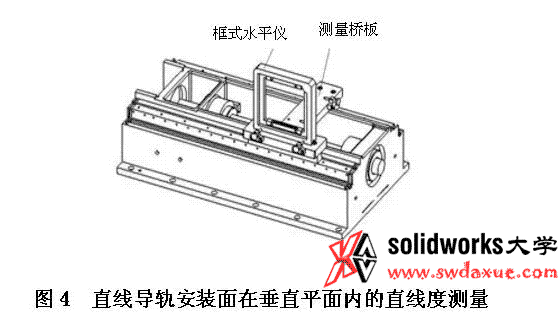
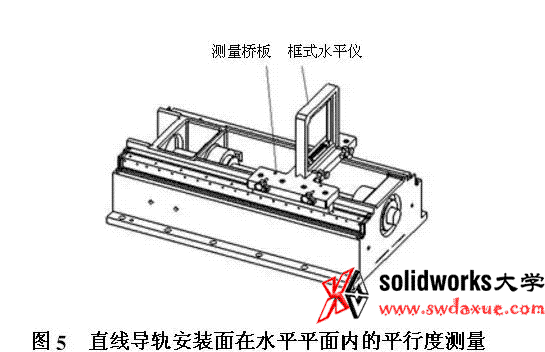
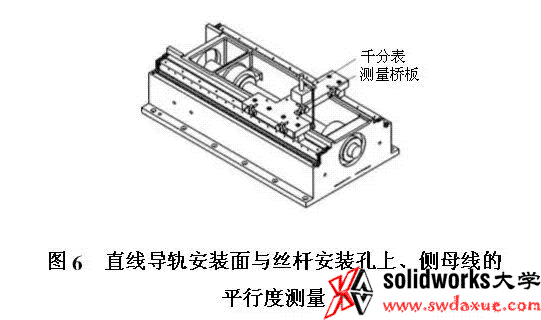
如果在裝配前能使用這套專用工裝檢查一下導(dǎo)軌安裝面的精度,就可以直接對(duì)墊板進(jìn)行修磨,提高了裝配效率。經(jīng)過使用,這套工裝使用情況很好,圖4、圖5和圖6所示為該工裝測(cè)量直線導(dǎo)軌安裝面主要精度的使用方法。
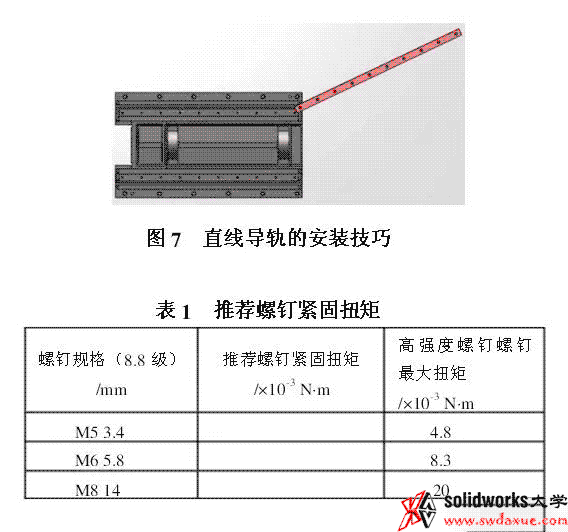
(3)在墊板直線導(dǎo)軌安裝面精度合格后,可以開始安裝直線導(dǎo)軌。每副導(dǎo)軌都有主副導(dǎo)軌之分,每個(gè)生產(chǎn)廠家的主副導(dǎo)軌的標(biāo)志是不一樣的,在拆分前一定要認(rèn)真閱讀導(dǎo)軌的說明書,根據(jù)說明書上的標(biāo)志先安裝主導(dǎo)軌。導(dǎo)軌不可以直接放在導(dǎo)軌的安裝面上,應(yīng)該從導(dǎo)軌安裝面一角開始慢慢地斜推進(jìn)去,如圖7所示。這樣安裝的好處是可以把導(dǎo)軌面上殘余的垃圾推出去。
放好導(dǎo)軌后,在不完全鎖緊螺釘?shù)那闆r下前后拉動(dòng)直線導(dǎo)軌,以前后均可以輕輕地拉得動(dòng)為宜,若拉不動(dòng)則說明墊板上的螺孔與導(dǎo)軌上的孔距不符合。發(fā)生這種拉不動(dòng)的情況時(shí)不能強(qiáng)行旋緊螺釘[2],要查出不符合的螺孔,否則會(huì)降低直線導(dǎo)軌的安裝精度。在旋緊螺釘?shù)臅r(shí)候,應(yīng)該從中間向兩端按順序分兩次用扭矩扳手?jǐn)Q緊。在第一次緊固時(shí)應(yīng)按照規(guī)定力矩的一半擰緊,第二次需按照規(guī)定力矩進(jìn)行擰緊,這樣可以獲得穩(wěn)定的精度,見表1。然后以同樣地方法安裝另一根直線導(dǎo)軌。
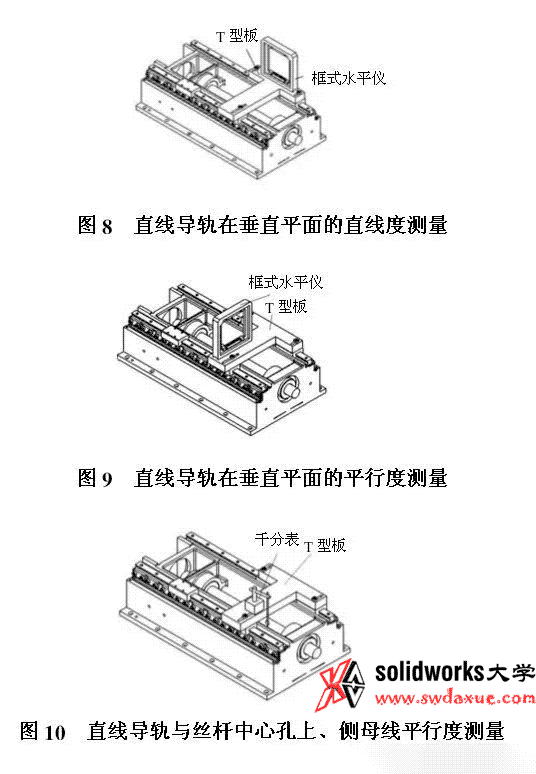
(4)在直線導(dǎo)軌安裝好之后開始測(cè)量直線導(dǎo)軌的精度,如圖8、圖9和圖10所示。直線導(dǎo)軌中的滑塊都是組合使用的,這時(shí)就要測(cè)量綜合精度,為此可使用專門的T型工裝,可任意選取3塊滑塊與T型板進(jìn)行組合。
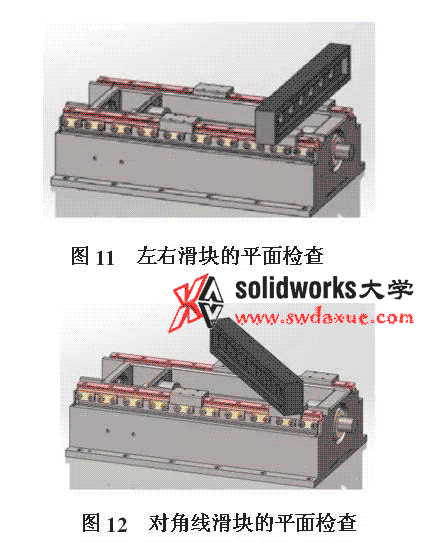
(5)在直線導(dǎo)軌安裝好后,還必須測(cè)量4塊滑塊是否在同一平面之內(nèi)。由于墊板已經(jīng)安裝在磨床床身的后平面上,不方便測(cè)量,此時(shí)可以采用平板涂色檢查方法進(jìn)行檢查。在平板的一面涂紅丹粉,厚度要求小于0.003?mm,然后按垂直方向、對(duì)角線方向檢查與另一組滑塊的接觸面積,接觸面積要求大于70%,如圖11、圖12所示。
結(jié)語
通過對(duì)數(shù)控端面外圓磨床采用滾動(dòng)直線導(dǎo)軌副的裝配分析,制定了對(duì)安裝面的精度檢測(cè)內(nèi)容,結(jié)合外圓磨床獨(dú)特的進(jìn)給要求和修正磨削加工后的變形誤差,對(duì)裝配后的滾動(dòng)直線導(dǎo)軌副的性能提出了更高的要求。
結(jié)合對(duì)磨床滾動(dòng)直線導(dǎo)軌副的裝配工藝分析,規(guī)范了磨床采用滾動(dòng)直線導(dǎo)軌副的安裝方法,提高了磨床的安裝精度、效率和結(jié)構(gòu)剛性,改善了磨床的動(dòng)態(tài)性能,從而保證了磨床產(chǎn)品的質(zhì)量。