

在數(shù)控車床上,常用主軸卡簧(彈簧夾頭)作為夾持零件的夾具,由于主軸卡簧的結(jié)構(gòu)及精度 較好,在制造領(lǐng)域應(yīng)用廣泛。但在具體的生產(chǎn)過(guò)程中,卡簧缺少軸向定位裝置,只能依靠卡 簧端面與特定刀具進(jìn)行定位。具體操作是將刀具移動(dòng)至程序設(shè)定的某一固定位置后,打開(kāi) 機(jī)床門松開(kāi)卡簧,然后將待加工零件的端面拉至刀具面貼合,然后再夾緊主軸卡簧關(guān)閉機(jī) 床門。目前的這種定位方式操作復(fù)雜且定位精度低,無(wú)法滿足零件的精度、成批零件尺寸差 異大且無(wú)法滿足生產(chǎn)過(guò)程中多種類零件的快速切換及加工。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
彈簧夾頭的優(yōu)點(diǎn)
采用粗調(diào)和微調(diào)相配合的方式可實(shí)現(xiàn)主軸卡簧軸向精確定位,減少操作工人的勞動(dòng)強(qiáng)度,保證同批次零件尺寸一致及精度要求;同時(shí)可實(shí)現(xiàn)不同產(chǎn)品種類的高效加工及卡簧的使用效率。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
數(shù)控車床用彈簧夾頭卡簧軸向定位裝置
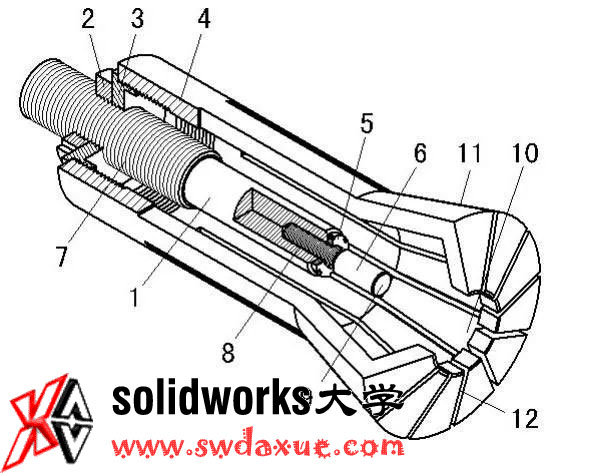
圖中的標(biāo)記為:1-定位軸、2-粗調(diào)鎖緊螺母、3-連接蓋、4-主軸卡簧、5-微調(diào)鎖緊螺 母、6-微調(diào)螺桿、7-粗調(diào)螺桿、8-微調(diào)螺孔、9-定位端面、10-夾持孔,11-錐形面,12-收縮槽。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
如圖所示:包括定位軸1,定位軸1一端設(shè)有粗調(diào)螺桿7,粗調(diào)螺桿7上設(shè)有與主軸卡簧4連接的連接蓋3和粗調(diào)鎖緊螺母2;連接蓋3內(nèi) 孔設(shè)有與定位軸1連接的內(nèi)螺紋,連接蓋3外圓柱為臺(tái)階柱,臺(tái)階柱的小直徑外圓設(shè)有與主 軸卡簧4內(nèi)螺紋孔配套的連接螺紋;定位軸1另一端設(shè)有微調(diào)螺孔8;微調(diào)螺孔8與微調(diào)螺桿6 螺紋連接,微調(diào)螺桿6上設(shè)有微調(diào)鎖緊螺母5。微調(diào)螺孔8的螺距小于粗調(diào)螺桿7的螺距。微調(diào) 螺桿6的伸出定位軸1一端的端面為零件的定位端面9。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
主軸卡簧4如圖1所示,主軸卡簧4與設(shè)備連接的一端為圓柱狀,主軸 卡簧4另一端為錐形面11,錐形面11的端面設(shè)有夾持零件的夾持孔10,錐形面11一段設(shè)有一 組放射狀均布的收縮槽12。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
收縮槽12外設(shè)有收縮套(圖中未畫(huà)出),通過(guò)收縮套的軸向移動(dòng) 與錐形面11的配合,擠壓錐形面11,使收縮槽12收縮從而使夾持孔10直徑縮小,達(dá)到夾緊零 件的目的。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
由于現(xiàn)有的主軸卡簧4未設(shè)置軸向定位裝置,因此在進(jìn)行批量加工時(shí),每次都要 仔細(xì)對(duì)零件的軸向位置,操作起來(lái)非常麻煩。為了克服現(xiàn)有主軸卡簧4存在的不足,設(shè)計(jì)了主軸卡簧軸向定位裝置。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
主軸卡簧軸向定位裝置如圖1所示。包括定位軸1,定位軸1一端設(shè)有粗調(diào)螺 桿7,粗調(diào)螺桿7上設(shè)有與主軸卡簧4連接的連接蓋3和粗調(diào)鎖緊螺母2;連接蓋3內(nèi)孔設(shè)有與 定位軸1連接的內(nèi)螺紋,連接蓋3外圓柱為臺(tái)階柱,臺(tái)階柱的小直徑外圓設(shè)有與主軸卡簧4內(nèi) 螺紋孔配套的連接螺紋;定位軸1另一端設(shè)有微調(diào)螺孔8;微調(diào)螺孔8與微調(diào)螺桿6螺紋連接, 微調(diào)螺桿6上設(shè)有微調(diào)鎖緊螺母5。微調(diào)螺孔8的螺距小于粗調(diào)螺桿7的螺距。微調(diào)螺桿6的伸 出定位軸1一端的端面為零件的定位端面9。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3591.html
具體操作時(shí),如圖1所示,先將微調(diào)螺桿6旋入定位軸1一端的微調(diào)螺孔8內(nèi),旋入深 度約為微調(diào)螺桿6的螺紋段的1/2左右,并將微調(diào)鎖緊螺母5鎖緊;再將連接蓋3旋入主軸卡 簧4一端的螺孔中,并使連接蓋3上大直徑與小直徑之間的凸臺(tái)抵緊主軸卡簧4螺孔的端面 擰緊,并將定位軸1旋入連接蓋3中,用卡尺測(cè)量位置合適后,將將粗調(diào)鎖緊螺母2鎖緊。然后 將安裝有軸向定位裝置的主軸卡簧安裝在機(jī)床上使用。
