傳統(tǒng)的立式車床,主軸尾部朝下、頭部朝上順立夾持工件旋轉(zhuǎn);傳統(tǒng)的立式鏜銑 床,主軸尾部朝上、頭部朝下順立夾持刀具旋轉(zhuǎn)。這兩類主軸順立機床,工件孔口朝上加工, 排屑清理十分困難,孔內(nèi)積屑嚴重,對于盲孔零件,刀具排屑變得更加困難,影響機床正常 加工,甚至發(fā)生斷刀廢件事故等由來已久的歷史問題。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
車銑雙主軸倒立優(yōu)點:
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
車銑雙主軸倒立,孔加工刀具在工件下方加工工件,刀 具排屑清理效果好,鐵屑對加工的干涉和影響作用有可能減小到最小程度,彌補了傳統(tǒng)主 軸順立機床刀具排屑差的歷史遺留問題,為長時間連續(xù)自動可靠加工奠定了基礎(chǔ);文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
主軸倒 立機床與傳統(tǒng)主軸順立機床配合使用,可以省去工件調(diào)頭裝夾工序和相應(yīng)的專門搬運設(shè) 備;巖類非金屬材料階梯形床身立柱,動靜熱蝕性能好、精度保持性好、制造工藝好;車銑復(fù) 合加工,工件裝夾次數(shù)少。自動裝卸工件、自動輸送工件,連續(xù)自動化加工時間長,人的能動 作用要求少。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
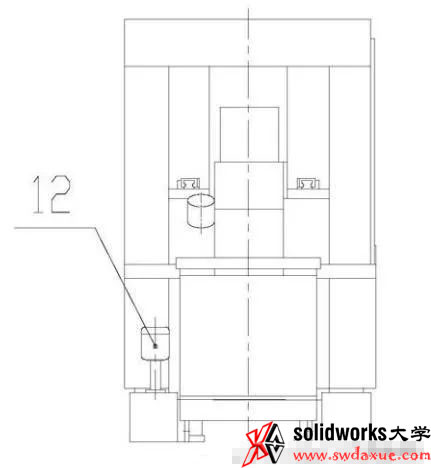
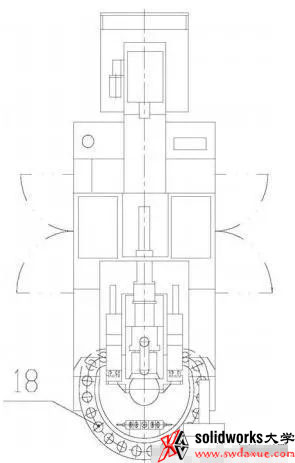
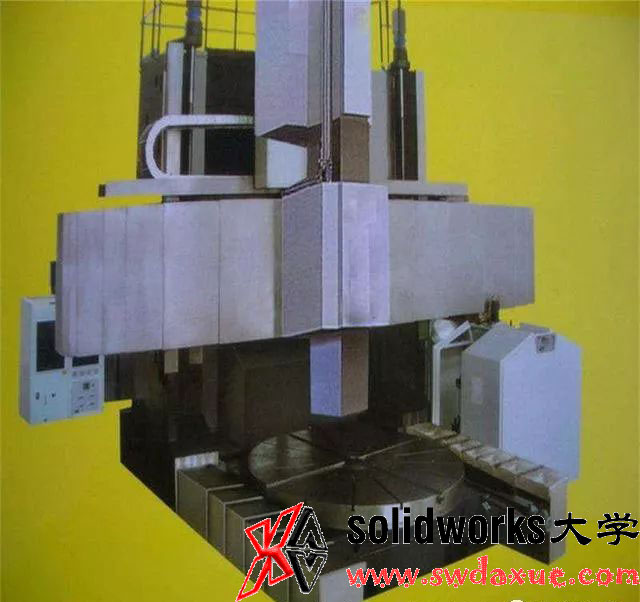
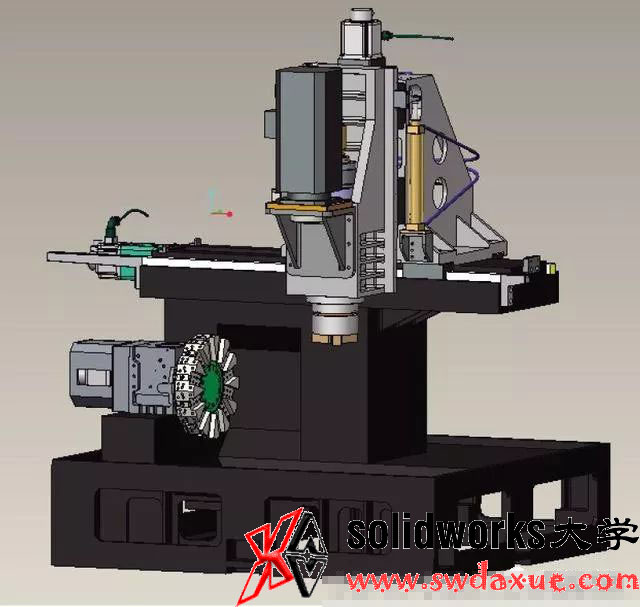
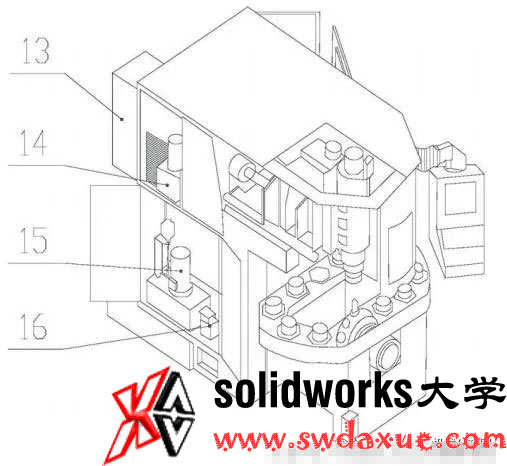
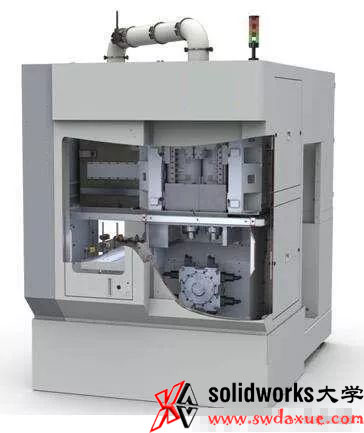
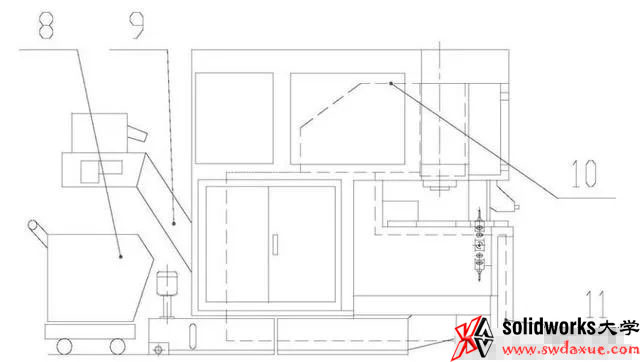
倒立式車銑復(fù)合加工中心的結(jié)構(gòu)
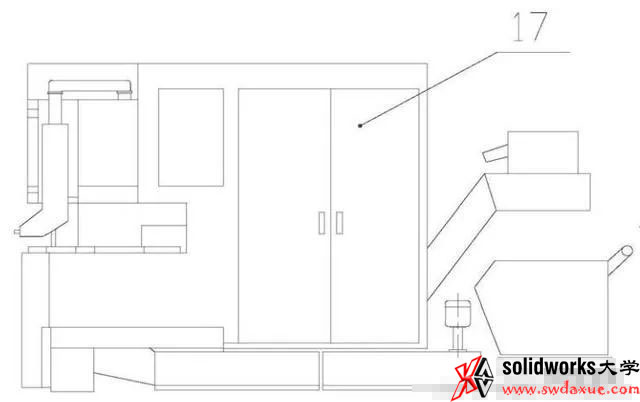
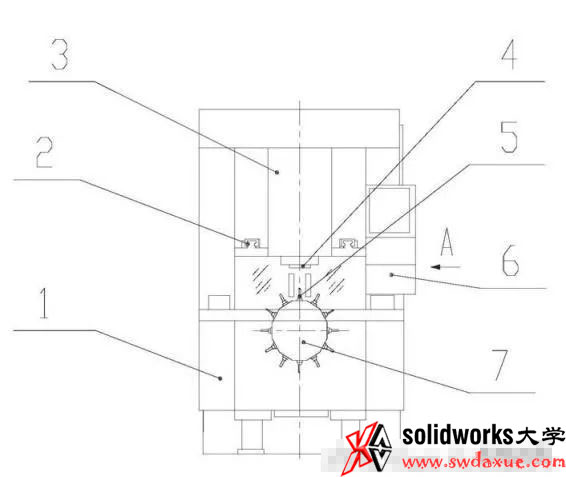
圖中:1—整體防護罩;2—X軸進給導(dǎo)軌副;3—車削主軸箱;4—倒立車削主軸;5— 倒立銑削主軸;6—操作控制箱;7—動力刀架;8—積屑車;9—排屑器;10—線性軸直角滑 板;11—階梯形床身立柱;12—冷卻箱;13—氣動系統(tǒng);14—室溫跟蹤控制系統(tǒng);15—液壓系 統(tǒng);16—潤滑系統(tǒng);17—電柜雙開門;18—工件儲運系統(tǒng)。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3581.html
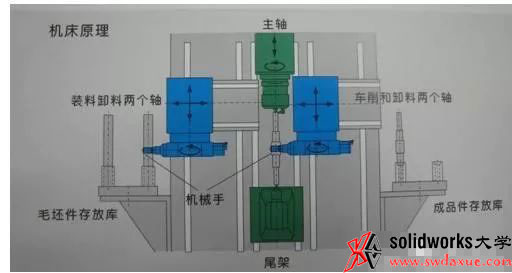
如圖1-6所示的雙主軸倒立車銑復(fù)合加工系統(tǒng),倒立車削主軸4尾部朝上、頭部朝 下安裝在完成Z軸坐標(biāo)運動的車削主軸箱3內(nèi),倒立銑削主軸5尾部朝下、頭部朝上安裝在動 力刀架7之內(nèi)。
倒立車削主軸4頭部固定安裝有非磁性材料卡爪的液壓三爪卡盤,三爪卡盤 以機床快速移動速度往返于工件儲運系統(tǒng)18的裝卸站,自動裝、卸工件。
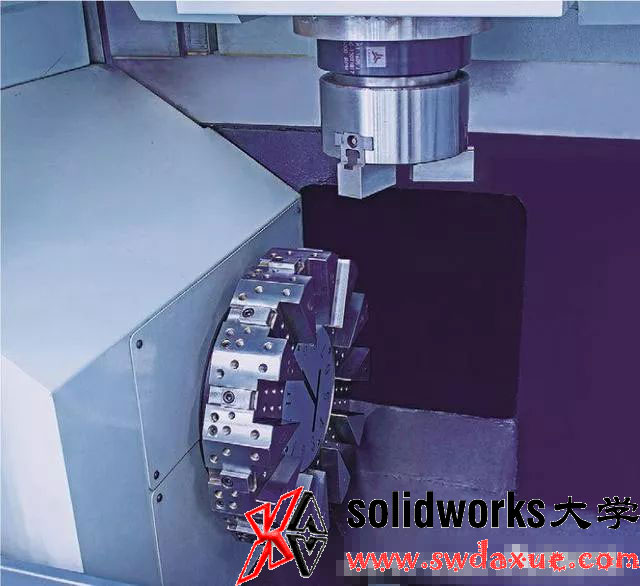
倒立車削主軸4由 進給系統(tǒng)的線性軸直角滑板10驅(qū)動完成X軸坐標(biāo)運動。動力刀架7固定安裝在倒立車削主軸 4下方不做進給運動,容納車削刀具、提供倒立銑削主軸5及動力、旋轉(zhuǎn)分度完成車刀換刀功 能或銑削換倒立銑削主軸(刀具)功能。
鏈?zhǔn)椒忾]循環(huán)工件儲運系統(tǒng)18,將要加工的毛坯件 帶入機床內(nèi)部的工件裝卸站、將已加工好的成品件運出裝卸站。
裝卸站與加工區(qū)域間設(shè)置 有自動隔離門,開門后倒立車削主軸4進去自動裝卸工件,倒立車削主軸4出來進入加工區(qū) 域后自動關(guān)閉隔離門。
床身、立柱、動力刀架安裝座、工件儲運系統(tǒng)導(dǎo)軌座等要加工部位金 屬鑲塊、外露易受沖擊部位鐵皮包覆,用人造巖類非金屬材料整體灌注成階梯形床身立柱 11高剛度支撐整機,整體防護罩1安全防護整機、防濺導(dǎo)流切削液和美化整機外觀。