

對于坐標鏜床用刮面鏜刀最大加工孔徑為 φ360mm。然而在實際加工中,經(jīng)常會遇到 φ360mm—φ950mm 大孔尺寸的鏜削,在這里稱 φ360mm 以上的孔為大孔。需要說明的是,關(guān)于大孔,當前并沒有規(guī)范予以定義,但概念已經(jīng)在本領(lǐng)域中普遍存在,針對不同的加工對象,有的把大于 φ150mm 的加工也稱為大孔加工。
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
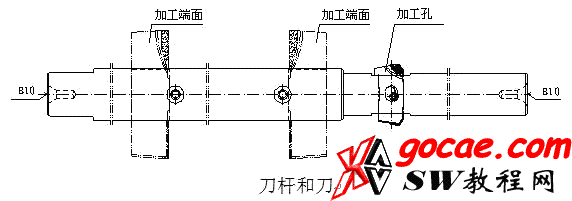
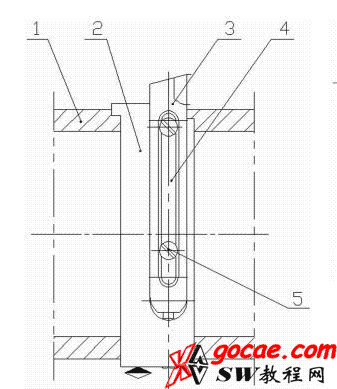
標準刮面精鏜刀的結(jié)構(gòu),刀體 2 與鏜桿 1 采用 6mm凸臺徑向定位,然后通過一個在鏜桿徑向的壓緊螺釘 6 頂緊。在鏜桿上構(gòu)造一個徑向貫穿的方形通孔,稱為刀方,依靠 25H7x50H7 刀方將刮面鏜刀軸向定位在鏜桿 1 上,加工直徑的大小依靠刀頭 3 在刀體 2 上的長槽 4 內(nèi)移動來調(diào)整,最后由螺栓 5 鎖緊 ;文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
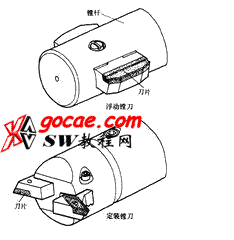
該結(jié)構(gòu)為單刀刃鏜削,適合于表面粗糙度 Ra=3.2μm 內(nèi)孔的加工要求。在國內(nèi)市場上能見到的大孔刮面鏜刀結(jié)構(gòu)差別不大,一種老式大孔刮面鏜刀裝置結(jié)構(gòu),該結(jié)構(gòu)的刮面鏜刀為目前使用的刀具,能進行一般精度的內(nèi)孔加工。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
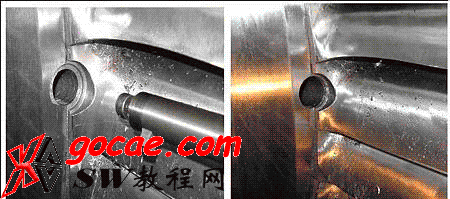
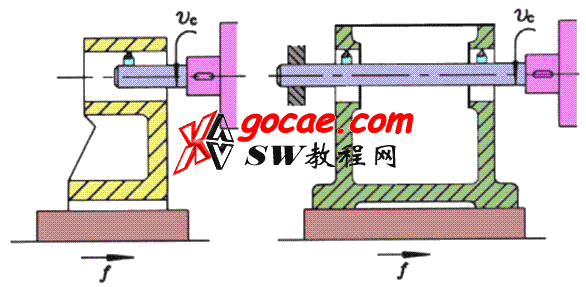
對于 CK61160G、C61250Sx10 數(shù)控重型臥車的 20011 床頭箱體來說,主軸孔的端面有 4-6 處要求與軸線垂直,垂直度為 0.03mm。現(xiàn)有的刀具無法滿足加工要求,究其原因是刀具結(jié)構(gòu)不合理、制造質(zhì)量不過關(guān)產(chǎn)生的,目前國內(nèi)還沒有出現(xiàn)較好的結(jié)構(gòu),以至于床頭箱體端面的垂直度永遠達不到要求,直接影響數(shù)控重型臥車系列的床頭箱精度。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
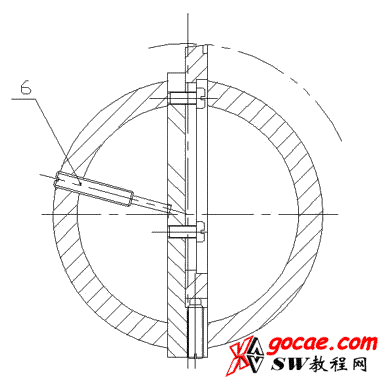
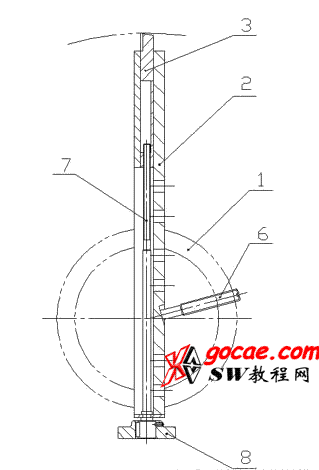
為此,提高床頭箱體端面的垂直度是需要解決的技術(shù)問題,對于刮面鏜刀,由于端面的徑向尺寸比較大(約 130mm),無法用整面刀刮削,只能通過棘輪 8的定量旋轉(zhuǎn)帶動調(diào)整螺栓 7 使刀頭 3 在刀體 2 上的長槽 4 內(nèi)徑向移動實現(xiàn),該結(jié)構(gòu)實際上是半精鏜刀的變形結(jié)構(gòu)。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
 文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
對于老式的大孔刮面鏜刀結(jié)構(gòu)來說,采用的是刀方與刀體 80H7/f6 的間隙配合,由于機加工設(shè)備的精度問題,無法保證鏜桿 80H7 刀方與軸線在 φ950 范圍內(nèi)的垂直度 0.02mm,實際配合間隙又過大,刮面刀在刀方內(nèi)晃動,這樣加工端面的質(zhì)量無法保證 ;原因之而在于老式的結(jié)構(gòu)調(diào)整螺栓 7 長度過長(φ13 x590),屬于細長桿結(jié)構(gòu),對于 M12 的螺紋無法保證與下部定位臺同軸,實際使用別勁轉(zhuǎn)不動,重新車削亦是如此,只能將刀頭 3 與刀體 2 上的導槽配合間隙加大(將刀頭 1 尺寸磨小),才能使刮面鏜刀頭徑向走刀,這樣一來,端面的垂直度又被降低。文章源自solidworks教程網(wǎng)-http://m.66kg.cn/3377.html
大孔刮面鏜刀結(jié)構(gòu)
保留了原有大孔刮面鏜刀的基本安裝結(jié)構(gòu),刀頭 3 的調(diào)整方式與一種老式大孔刮面鏜刀差不太多,是對相關(guān)方案的進一步改進,表現(xiàn)在,在預設(shè)有刀方的鏜桿 1 上安裝有刀體2,在刀體的一端設(shè)有用于安裝刀頭 2 的長槽 4,刀頭則通過螺栓安裝在長槽上,還包括接合于刀頭后端的調(diào)整螺釘 7 和驅(qū)動該調(diào)整螺釘?shù)募?8,以及連接所述棘輪與調(diào)整螺釘?shù)穆菽柑?15。
由于螺母套 15 主要用來傳動,調(diào)整螺釘 7 的長度可以被大幅縮短,而螺母套具有比較大的抗扭截面系數(shù),滿足刀頭調(diào)整的需求。對于新型刮面鏜刀結(jié)構(gòu)來說,可以克服技術(shù)中所提到的弱點,保證如床頭箱體端面垂直度達到 0.03mm 的要求。
首先,做一個 50h6 x 80 x 1000 的量塊 15,可以在精密平面磨床上加工而成,要求平面度、平行度和垂直度很好,與鑲條 12(厚 20)采用斜度 1 :100 配合可消除間隙,形成過硬配合,且更容易加工 ;
鏜桿刀方加工完畢后,用該量塊 15 測量 100H7 方與鏜桿 1 軸線在 φ950 范圍內(nèi)的垂直度,可保證在 0.02mm 以內(nèi),方法是用外購直角邊角規(guī) 14(規(guī)格 400x90x180)和 0.02mm 厚塞尺檢測,要求長邊不許閃縫 ;
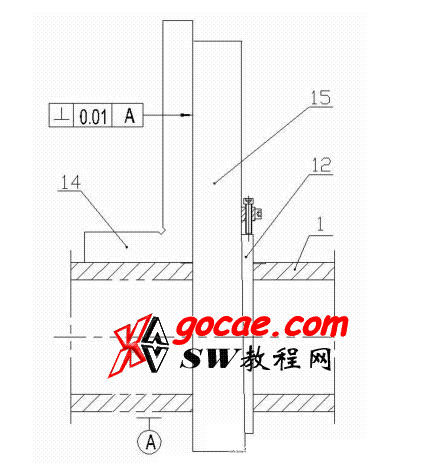
如果間隙過大,可以用銼刀和油石修整側(cè)邊,然后再次測量,直到最后滿足要求。 其次,刀體 2 與鑲條 12 采用斜度 1 :100 配合,通過頂緊螺釘消除新型刮面鏜刀與鏜桿刀方的間隙。
最后,將老結(jié)構(gòu)調(diào)整螺釘改為短調(diào)整螺釘和加長螺母套,刀頭3 與調(diào)整螺釘 7 采用鉸接間隙配合,這樣轉(zhuǎn)動棘輪帶動螺母套 13 旋轉(zhuǎn),使調(diào)整螺釘 7 帶動刀頭 3 走刀,能消除別勁轉(zhuǎn)不動的問題,保證了刀頭 3 與刀體 2 的正確配合和導向,新型刮面鏜刀只要按照圖紙精度要求生產(chǎn)、檢驗,就能達到端面垂直度 0.03mm 的加工要求。
在另一個示例中調(diào)整螺釘 7 固定連接在刀頭 3 的后端,這種結(jié)構(gòu)通過調(diào)整螺母套,仍然可以滿足刀頭 3 的調(diào)整要求。螺母套 15 包括與所述調(diào)整螺釘 7 配合的內(nèi)螺紋段和孔徑大于內(nèi)螺紋段大徑的光孔段,可以提高螺母套的結(jié)構(gòu)強度,且加工更簡單,制作成本低。
鑲條 12 通過螺栓連接在刀體上,且鑲條所在刀體側(cè)在鏜桿的軸向上,可以拆卸鑲條,方便刀體的安裝。